Christmas Material Characterisation: Analysing Chocolate with Meritics
Indulging in chocolate has become a festive staple, from advent calendars and selection boxes to bracing mugs of hot chocolate. There is a measure of subjectivity to our enjoyment of chocolate-based products, but there are numerous neurocognitive benefits of chocolate-consumption that go beyond personal perception. Material characterisation of the chemical relationship between chocolate and neurocognitive activity has shown that chocolate-consumption stimulates the neurotransmitters phenylethylamine and serotonin. The former often causes a sense of alertness or excitement while the latter is commonly referred to as the happiness hormone. This is the primary chemical explanation for why chocolate and cocoa-based products have developed such a wholesome reputation.
In truth, quantitatively demonstrating the enjoyment of chocolate through material characterisation is barely necessary. Humankind has been consuming it in one form or another since 1900 B.C.E. and it is currently a $50 billion-a-year worldwide industry. The festive season is an enormous factor in this booming success.
Limited edition chocolate bars, novel hot chocolate mixtures, and entirely new recipes are often launched on the market in the build-up to Christmas. Each of these new products must be subjected to material characterisation to ensure that batches are compliant with regulations, and to determine thermodynamic stability under varying conditions. Even the nation’s favourite chocolates must undergo routine material characterisation during quality control (QC), particularly when product output reaches its highest volumes.
Material Characterisation of Chocolate: Viscosity & Particle Size
Viscosity is a critical characteristic at several stages of chocolate production. In the first instance, it is important for monitoring the consistency of the liquor that is refined from cocoa bean nibs. Grinding mechanisms are used to reduce the pulpy cocoa mass into a smooth liquid phase that is subsequently mixed and blended with cocoa butter and sugar. The flow characteristics of this raw material may be indicative of its performance during moulding, and the texture of the end-product.
Particle size is also a key factor in the texture and flavour of chocolate products. The size of particles in chocolate pastes and the particle size distribution (PSD) of mixed cocoa and milk recipes are indicative of the consistency of the final product.
Manufacturers may also measure the viscosity of blended mixtures to assess the formability and mouldability of specific chocolate recipes. Higher chocolate viscosities are desirable for moulding shapes and coating products with a thick and rich shell. Lower chocolate viscosities, by comparison, are used for more delicate coatings and liquid chocolate applications. It is unfeasible to use a chocolate of low viscosity in a chocolate fountain, for example. These two types can be mixed into a compound recipe, but this may impact flavour and texture.
Rheological material characterisation is often performed to determine both the applications and shelf-life conditions of limited edition chocolates or newly released products. Chocolates formed into the shape of Santa Claus, for example, are likely to have been subjected to viscosity measurements to ensure the end-product can hold its iconic shape. Particle size analysis is used in conjunction with such measurements to ensure that the properly-formed product has an appropriate taste and texture.
Christmas Materials Characterisation with Meritics
Meritics supplies an extensive range of analytical instruments for R&D and QC applications in the food and beverage industry. We have already demonstrated the unique potential for chocolate viscosity measurements using the RM200 Plus rheometer and have introduced chocolate materials characterisation capabilities with the LS 13 320 XR. This industry-leading particle size analyser can qualitatively assess the ‘mouth feel’ of chocolate products and eliminate particles that would contribute towards a gritty, unpleasant texture.
If you have any more questions, please do not hesitate to contact us directly. Otherwise, have a very merry Christmas and check back with us in the New Year for more posts about innovative material characterisation.
Comparing FlowCam Results with Light Obscuration: A Study by Japan’s National Institute of Health Sciences
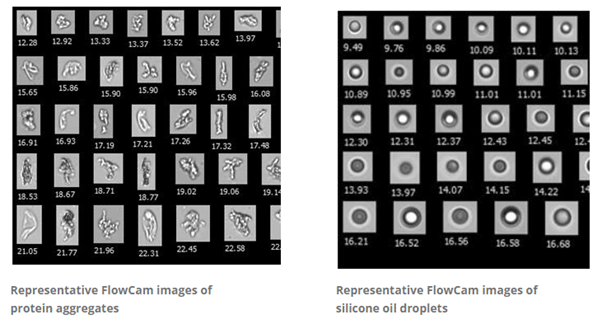
In their recent publication, Quantitative Evaluation of Insoluble Particulate Matters in Therapeutic Protein Injections Using Light Obscuration and Flow Imaging Methods, Shibata et. al. compare the ability of Light Obscuration and Flow Imaging to detect and accurately characterize subvisible particles in injectable drugs.
The team at Japan’s National Institute of Health Sciences write the following:
Flow imaging (FI) has emerged as a powerful tool to evaluate insoluble particles derived from protein aggregates as an orthogonal method to light obscuration (LO). However, few reports directly compare the FI and LO method in the size and number of protein particles in commercially available therapeutic protein injections. In this study, we measured the number of insoluble particles in several therapeutic protein injections using both FI and LO, and characterized these particles to compare the analytical performance of the methods. The particle counts measured using FI were much higher than those measured using LO, and the difference depended on the products or features of particles. Some products contained a large number of transparent and elongated particles, which could escape detection using LO. Our results also suggested that the LO method underestimates the size and number of silicone oil droplets in prefilled syringe products compared to the FI method. The count of particles ≥10mm in size in one product measured using FI exceeded the criteria (6000 counts per container) defined in the compendial particulate matter test using the LO method. Thus precaution should be taken when setting the acceptance criteria of specification tests using the FI method.
One versatile instrument for this purpose is the Beckman Coulter LS13320XR, which utilises laser diffraction for accurate particle size measurement.
This advanced system accommodates both wet and dry analysis, making it ideal for a broad range of applications.
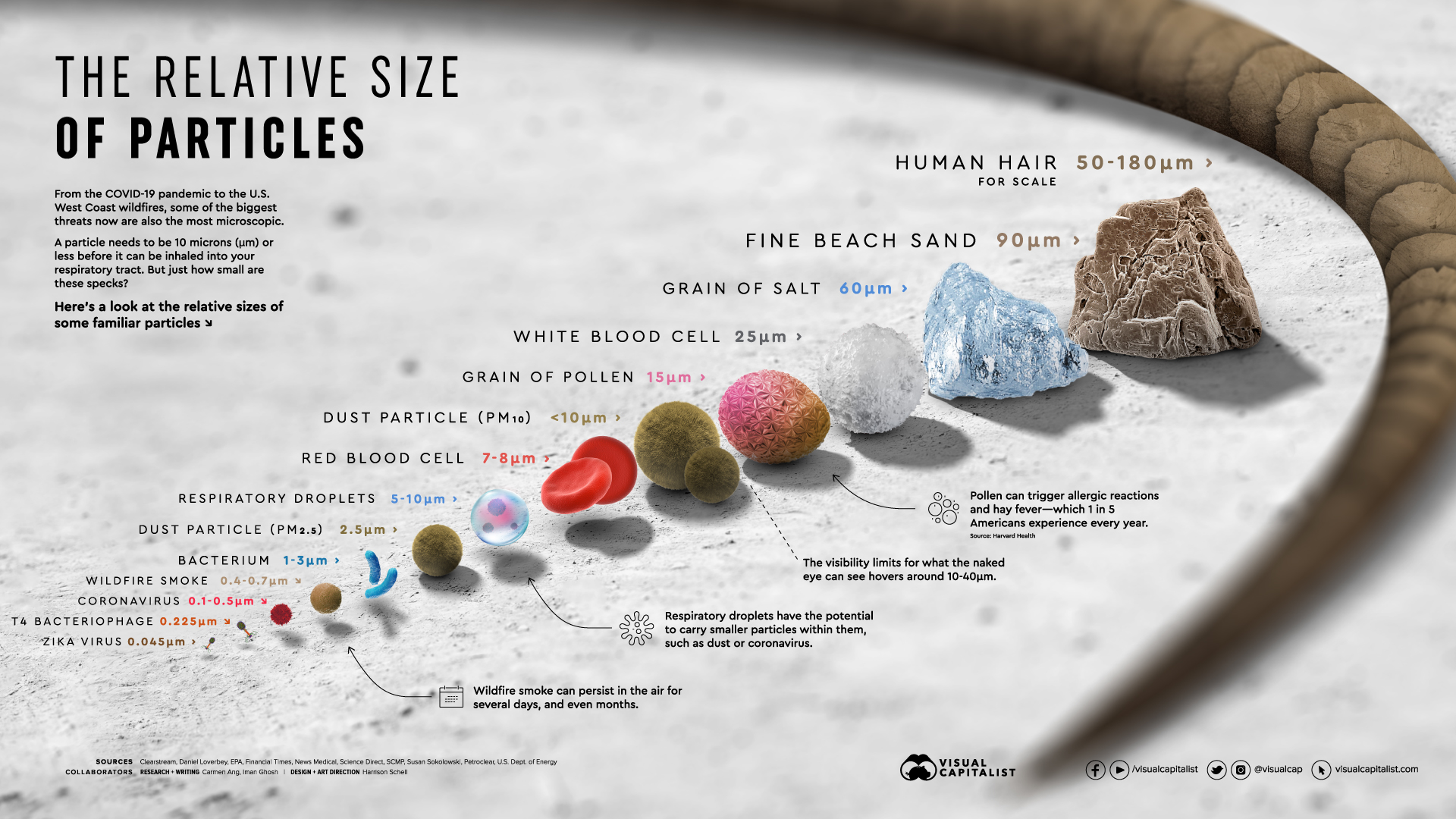
This image gives you an idea of the size of many particles we are familiar with in day to day life.
The LS13320XR has the capability to measure particles from 10 nm – 3,500 µm making it a really versatile instrument for analysing almost any particle.
Dry Analysis with the Tornado Module
For dry powders or granular samples, the Tornado Module provides an efficient, contamination-free solution.
Dry analysis is especially useful for larger particles and materials incompatible with liquid dispersion.
Wet Analysis with the Universal Liquids Module (ULM)
The Universal Liquids Module (ULM) is designed for wet dispersion, ideal for materials dispersed in liquids such as emulsions, suspensions, or fine powders requiring stabilisation.
Wet analysis using the LS13320XR is a simple, easy to use technique and is highly effective for particles down to the nanometer scale, offering detailed insights into fine particle systems.
By offering robust solutions for both wet and dry methods, the Beckman Coulter LS13320XR enables accurate, reproducible particle size measurements tailored to specific sample requirements. Whether optimising formulations or ensuring quality control, this system delivers exceptional flexibility and precision.
Introducing the latest
breakthrough in flow-based
surface plasmon resonance
(SPR) system
This 4-channel device offers
independent dual-channel loops and
pumps, providing true reference
subtraction for accurate results. With its
ability to deliver real-time kinetics into
biological pathways, this device is
well-suited for a wide range of
applications, offering a new level of
precision and accuracy. Experience the
future of flow analysis today with
P4PRO+.
Key Features
Introducing the latest breakthrough in flow analysis: the P4PRO +. This powerful tool offers integrated dual-channel loops and standard pumps, providing true reference subtraction for accurate results. With its ability to deliver real-time binding kinetics and insights into biological pathways, this device is a game-changer for researchers. Whether you need precise flow analysis or deeper insights into complex systems, the P4PRO + is well-suited for a wide range of applications requiring reliable and detailed flow analysis. Its innovative design and sophisticated technology make it a notable development in the field, offering a new level of precision and accuracy.
Multi-four channel capability
Minimal sample processing data artifacts
Direct, real-time, inline controls
Semi-automated sample delivery
True reference subtraction
Minimal hands on time
Technical Specs
Weight
4.7 kg
Dimensions
25 x 25 x 13.5 cm
Mode
Flow
Number of channels (simultaneous reading)
2 (total of 4 channels)
Flow rate range
5-200 uL/min
Injection volume required
5-100 uL
Detection rate
1 to 5 Hz
Sample introduction mode
Semi-automated
Run time per cycle
2-15 minutes
Operating temperature
Ambient
Power requirement
24 V
Applications
Gene Regulation
Environmental Waters
Protein-small molecule interaction
Immunosensing
Antibody QC
Protein-Protein
Protein
Vaccine
Not sure if it’s the right instrument?
No worries, send us a sample and we will test it for you
Introducing the most versatile
4-channel surface plasmon
resonance (SPR) system
With its advanced technology, this device offers
unparalleled control and flexibility, allowing
users to easily switch between static and flow
analysis modes with the addition of the
Affipump, a high accuracy dual-syringe pump
that provides a wide range of flow rate and a
stable baseline. Whether you need individual or
multi-channel analysis, the P4PRO and
Affipump delivers real-time, inline controls and
unbeatable performance. Experience the future
of static and flow analysis with our
revolutionary product.
Key Features
Introducing the ultimate tool for precision analysis: P4PRO and Affipump. With its advanced technology, this versatile device offers unparalleled control and flexibility, allowing users to easily switch between static and flow analysis modes with the addition of the Affipump. Its high accuracy dual-syringe pump provides a wide range of flow rate options, while its ability to perform both static and flow-based analysis makes it a powerful tool for a variety of applications. For example, you can condition and prepare your immobilization in static mode and then seamlessly switch to flow for kinetic analysis. Whether you need individual or multi-channel analysis, the P4PRO and Affipump delivers real-time, inline controls and unbeatable performance.
Semi-automated sample delivery option
Minimal sample processing data artifacts
Direct, real-time, inline controls
Minimal hands-on time
Multi-four channel capability
Runs both static and flow analyses
Technical Specs
Weight
4.4 kg and 2.5 kg
Dimensions
25 cm x 25 cm x 13.5 cm and 20 cm x 9.5 cm x 27 cm
Mode
Hybrid (static and flow)
Number of channels (simultaneous reading)
Static: 4 and Flow: 2 (total 4 channels
Flow rate range
0.3 -10,000 uL/min
Injection volume required
Static: 300 uL Flow: 5-100 uL
Detection rate
1 to 5 Hz
Sample introduction mode
Semi-automated
Run time per cycle
2-15 minutes
Operating temperature
Ambient
Power requirement
24 V and 12 V
Applications
Gene Regulation
Environmental Waters
Protein-small molecule interaction
Immunosensing
Antibody QC
Protein-Protein
Protein
Vaccine
Not sure if it’s the right instrument?
No worries, send us a sample and we will test it for you
Experience the ultimate compact
surface plasmon resonance
(SPR) system
This upgraded user-friendly 4-channel device
offers highly specific and versatile detection
capabilities for real-time measurements,
without the need for detection labels. With its
unique design, the device can offer quick
binding test and assay conditions screening.
What’s more, it’s cost-effective and simple to
use, making it the perfect choice for
researchers across various fields. And with a
wide concentration range, the P4SPR 2.0 is
suitable for a variety of applications, from
clinical applications to environmental
monitoring. Upgrade your research with the
advanced capabilities of the P4SPR 2.0 today.
Key Features
ntroducing the P4SPR 2.0: An upgraded user-friendly device that offers highly specific and versatile detection capabilities, from static to real-time measurements, without the need for detection labels. With its unique design, the device can even detect multi-step binding interactions, providing valuable insight into the binding process. What’s more, it’s cost-effective and simple to use, making it the perfect choice for researchers across various fields. And with a wide concentration range, the P4SPR 2.0 is suitable for a variety of applications, from protein quantification to environmental testing.
Multi-four channel capability
Fast assay development
Ultra-compact design
Manual sample delivery
Laptop powered
Engineered for simplicity
Technical Specs
Weight
4.0 kg
Dimensions
25 x 25 x 6 cm
Mode
Static
Number of channels (simultaneous reading)
4
Flow rate range
N/A
Injection volume required
150 uL
Detection rate
1 to 5 Hz
Sample introduction mode
Manual injection
Run time per cycle
≤ 10 minutes
Operating temperature
Ambient
Power requirement
PC/Laptop
Applications
Gene Regulation
Environmental Waters
Protein-small molecule interaction
Immunosensing
Antibody QC
Protein-Protein
Protein
Vaccine
Not sure if it’s the right instrument?
No worries, send us a sample and we will test it for you
Our porometers can be applied to the characterization of polymeric and ceramic membranes for micro and ultrafiltration applications with pore sizes ranging from 500 μm down to 2 nm. Flat sheet, tubular and hollow fibers can be measured by using an appropriate sample holder.
Best solutions
Both POROLUX™ series and POROLIQ™ series are suitable for membrane characterization as they offer fast and reproducible determination of first bubble point, mean flow pore size, smallest pore, pore size distribution, cumulative flow distribution & gas permeability.
Thanks to the unique designed components to guarantee the most accurate measurement of pressure and flow, and the intuitive and easy to use software, our porometers are the preferred partners of membrane scientists all over the world!
Contact us know to find out the most suitable model for you!
Meritics Limited are committed to the pursuit of global environmental sustainability.
Concern relating to the avoidance of the depletion of natural resources in order to maintain an ecological balance and sustainability of the planet is integral to our organisation’s management.
We aim to follow and promote good sustainability practices, to reduce the environmental impacts of all our activities and to help our clients and stakeholders do the same.
The policy is based on the following principles: • The ability to maintain or support our processes over time without depleting natural or physical resources • To protect the planet, halting climate change and promoting social development without compromising future generations • To ensure all staff are aware of our Sustainability Policy and are committed to implementing and improving it • To make clients and suppliers aware of our Sustainability Policy and encourage them to adopt sound sustainable management practices • To review, annually report and to continually strive to improve our sustainability performance • To minimise the impact on sustainability on all office and transportation activities • To comply with all applicable legislation, regulations and codes of practice where relevant
Comparing FlowCam Results with Light Obscuration: A Study by Japan’s National Institute of Health Sciences
In their recent publication, Quantitative Evaluation of Insoluble Particulate Matters in Therapeutic Protein Injections Using Light Obscuration and Flow Imaging Methods, Shibata et. al. compare the ability of Light Obscuration and Flow Imaging to detect and accurately characterize subvisible particles in injectable drugs.
The team at Japan’s National Institute of Health Sciences write the following:
Flow imaging (FI) has emerged as a powerful tool to evaluate insoluble particles derived from protein aggregates as an orthogonal method to light obscuration (LO). However, few reports directly compare the FI and LO method in the size and number of protein particles in commercially available therapeutic protein injections. In this study, we measured the number of insoluble particles in several therapeutic protein injections using both FI and LO, and characterized these particles to compare the analytical performance of the methods. The particle counts measured using FI were much higher than those measured using LO, and the difference depended on the products or features of particles. Some products contained a large number of transparent and elongated particles, which could escape detection using LO. Our results also suggested that the LO method underestimates the size and number of silicone oil droplets in prefilled syringe products compared to the FI method. The count of particles ≥10mm in size in one product measured using FI exceeded the criteria (6000 counts per container) defined in the compendial particulate matter test using the LO method. Thus precaution should be taken when setting the acceptance criteria of specification tests using the FI method.
The results of this study corroborate the results produced in our FlowCam lab, comparing particle counts and sizes produced by the two technologies in our new instrument, FlowCam LO. Our recently produced White Paper, “Measuring Subvisible Particles and Aggregates Using FlowCam LO”, uses FlowCam LO to directly compare the particle size distributions of aqueous samples containing Polystyrene Latex calibration beads, ETFE particles, and IgG aggregates. Download our White Paper to see the results of the study. FlowCam LO uses two orthogonal techniques in a single instrument by combining our patented flow imaging microscopy technology with an embedded light obscuration particle counter. FlowCam LO provides an even more direct particle count comparison because a single aliquot of sample is analysed by both technologies in one sample run, instead of two samples from the same vial or syringe.
The most versatile particle characterisation instrument: Bettersizer 2600
Meritics Ltd offers the Bettersizer 2600, a cutting-edge particle size analyser that utilises proven Laser Diffraction Technology to measure particle sizes ranging from 0.02 to 2,600 μm. Its modular design allows for flexible functionality, with the option to incorporate a dynamic imaging module. This combination of laser and imaging extends the measurement range up to 3,500 μm and enables comprehensive particle size and shape analysis. Additionally, the system supports both dry and wet dispersion methods, making it suitable for a broad spectrum of measurement applications.
Bettersizer 2600 with all modules for particle size and image analysis
Features and Benefits: • Wide particle size range: 0.02 to 2,600 μm (wet dispersion), 0.1 to 2,600 μm (dry dispersion), and 2.0 to 3,500 μm (dynamic imaging) • Dual optical system: Laser Diffraction and Dynamic Imaging for comprehensive analysis • Advanced laser diffraction: Incorporates both Fourier and inverse Fourier designs for enhanced precision • 92 distributed spherical detectors: Captures light signals from 0.016° to 165° for accurate measurements • Auto-alignment: Automatically aligns the laser diffraction system, removing the need for manual adjustments • Modular dual-camera imaging: Provides 24 detailed particle parameters for in-depth analysis • Interchangeable dispersion units: Supports seamless switching between dry and wet dispersion methods • User-friendly software: Designed for efficiency and ease of operation • Regulatory compliance: Meets ISO 13320, 21 CFR Part 11, USP <429>, and ISO 13322-2 standards
Interested? Contact Meritics today to arrange a demo – 01582 704807 info@meritics.com www.meritics.com
The 24th edition of our application magazine “Particle World” is released!
Our “Particle World 24” has just been published. Read about the characterisation of particles, powders, and pores of various materials in pure or dispersed form. New measurement possibilities and recommendations for their implementation, experiences in carrying out analyses and evaluation are presented on 32 pages.
A highlight is the technical article on the newBeNano instrument series: now with autotitrator and DLS microrheology option! The BeNano series is the latest generation of optical measuring instruments for the comprehensive characterisation of particles in the size range 0.3 nm to 15 µm. The flagship BeNano 180 Zeta Pro combines the methods ofdynamic light scattering (DLS), electrophoretic light scattering (ELS) and static light scattering (SLS). This allowsparticle size, rheology parameters, zeta potentialandmolecular weightto be determined in one system. In the article starting on page 9, the new autotitrator for automatic, time-saving pH-dependent determination of the zeta potential is presented using a sample measurement with bovine serum albumin (BSA). In addition, the new microrheology option is clearly explained step by step and it is shown which statements can be derived with it about the viscoelastic properties of the materials to be examined.
Other topics in the latest “Particle World” include:
Bettersizer line: Newsmall-volumedispersion units for specialparticle size measurements
Powder characterisation– methods and equipment at a glance
Howisothermalis an isotherm?
The influence of thesorption method sensitivity factor(SMSF) to gas sorption measurements
Invitation to theAdsorption event seriesand review of our Adsorption Week 2023
New cooperationwith Rubolab:magnetic suspension balanceandhigh-pressure adsorption analysernow in our portfolio
New Altamira series forcatalyst characterisation
Extract from our range ofcontract measurements
We hope you enjoy reading it! Do you have questions about one of the articles or would you like to write your own article in the next issue? Do you wish to receive the print version free of charge?
Gold Standard Cell Counts, Cell Size, and Viability
The Moxi V provides a combination of volumetric cell sizing (Particle Sizer) with simultaneous fluorescence (Flow Cytometer) to provide the most accurate cell counts, size, and viability in the industry. Specifically, the Moxi V employs the Coulter Principle to precisely measure the volumetric particle size of each particle for exact size measurements down to 3µm in diameter (14fL volume), easily distinguishing between cells and debris. The system is also equipped with a 532nm laser and a 561nm/LP detection channel for robust cell viability analysis. Propidium Iodide (PI)-stained dead cells measure 50-100 times brighter fluorescence on the system than do live cells, removing the ambiguity associated with traditional Trypan Blue viability assessments. For each test, these size and viability measurements are applied, individually, to up to 23,000 cells in a matter of a few seconds. This ensures the highest level of precision and statistical robustness. As the fluidic volume is precisely metered as well, the particle counts are presented as an exact cell concentration.
The Moxi V employs a patented, single-use, microfluidic flow cell. The flow cells eliminate the hassle of traditional flow cytometers and Coulter Counters, eliminating the need for cleaning, maintenance, clearing of clogs, cross contamination and occasionally replacement of bottles and tubes. The Moxi V uses very little sample volume, 60µl’s, allowing you to conserve your precious, potentially expensive, sample (e.g. stem cells). Cell concentrations as low as 10 cells/µl are possible, typically requiring just 5µl’s of cell sample diluted in 55µl’s of PBS.
Some key features of the Moxi V include:
True Cell Viability Counts 50-100x more sensitive than vision counters.
Precision Sizing. Uses the Coulter Principle to get precise cell volumes with CVs less than 3%.
Highly Accurate. Accurate counts for smaller cells down to 3µm (i.e. nuclei, RBCs). Uniquely accurate at low cell concentrations down to 10 cells/µl.
Rapid Assays. Offers a <15 second test that counts up to 23,000 cells compared to 200-300 counts on most vision counters, eliminating the need for triplicates.
The Moxi V system comes standard with an ultra-intuitive, plug-and-play interface with free OS updates for as long as you own the instrument. No prior flow cytometry experience is required – you simply just plug and play
Raptor: Petroleum Lost Circulation Material (LCM). Particle Size and Shape Analysis – CCM Type #1
Lost Circulation Material (LCM) is an additive introduced to drilling fluid that can come in all different shapes and sizes.
When drilling fluid escapes into porous or fractured formations, it can disrupt the drilling process. LCMs are added to the drilling mud to seal these fractures or voids, helping to maintain proper pressure and flow, and ensuring efficient drilling operations. Common LCMs include materials like fibres, granules, and particulate substances that help plug and seal the lost circulation zones.
It is well understood that irregular particles have greater thickening and strength properties. As a result, analysing size alone for selection of LCM materials would not be ideal. In this case, shape measurements such as Circularity and Smoothness as well as size, are key measurement parameters to monitor.
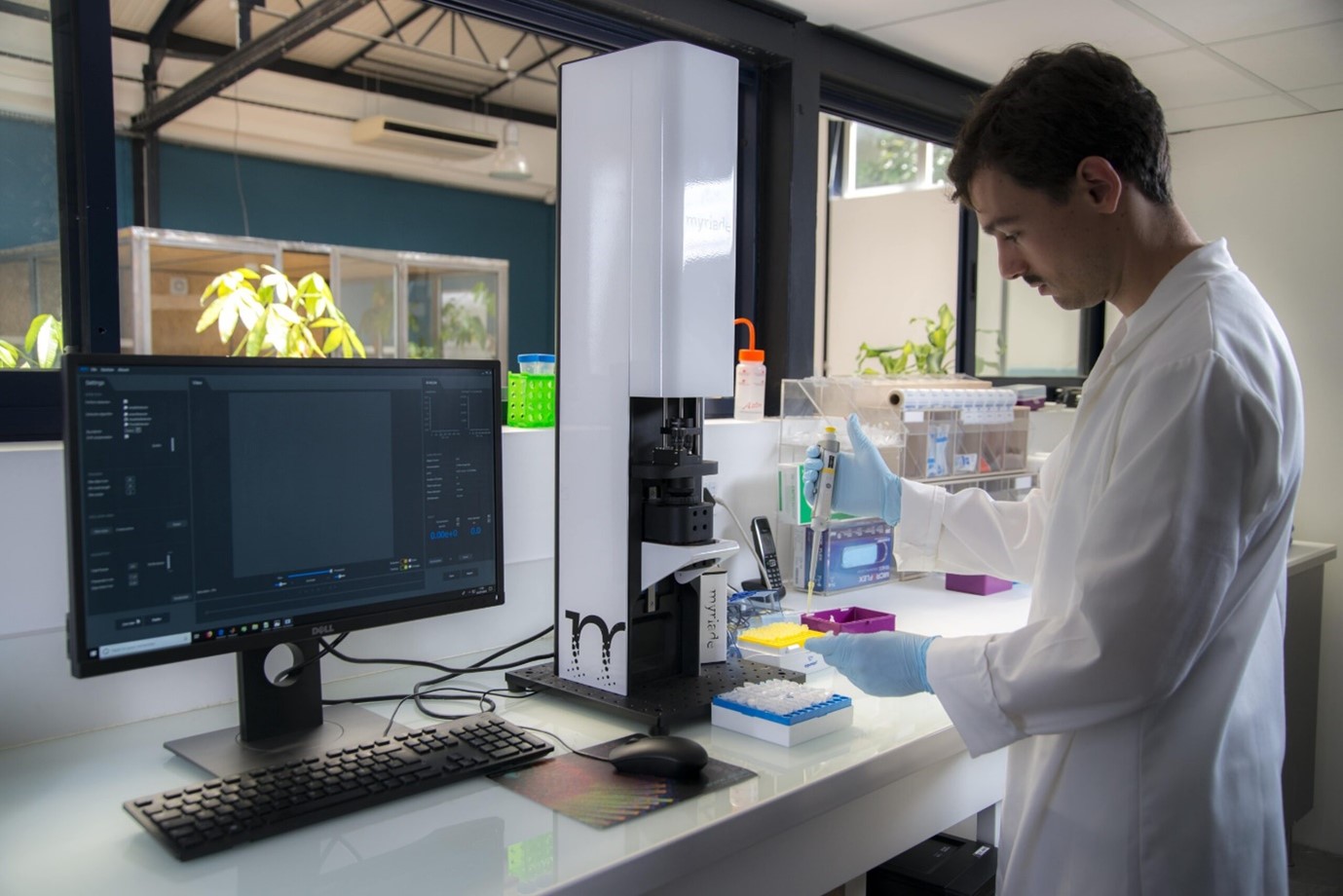
Meritics are delighted to announce that we are now offering demonstrations of the Myriade Videodrop.
Based on the principles of interferometry, the Videodrop makes it possible to visualise living nanoparticles in the range of 30 nm and 10 microns without labelling, in real time and in a single drop.
The Videodrop processing algorithms compute the concentration and size distribution of the nanoparticles and enable to analyse complex mixtures of phages (T4, lambda) for applications in phagotherapy, continuously monitor viral vector solutions (Lentiviruses, adenoviruses) for gene and cell therapy, and distinguish the different types of EVs to vectorize, diagnose or treat.
Low field NMR Instrument for Complex Nanoparticle Suspension Characterisation
The Mageleka RelaxoMeter is ideal for routine analysis of complex multi-component nanoparticle solid-liquid, liquid-liquid formulations using non-invasive technology based on NMR proton relaxation.
In every industrial application a knowledge and understanding of the molecular structure and dynamics at the particle-liquid interface is critical to improving or optimising suspension and emulsion product performance at every stage from initial formulation to final manufacture. The RelaxoMeter provides direct information about the extent and nature of any particle-liquid interface of suspensions and emulsions in a matter of minutes.
Applications include batch-to-batch reproducibility in manufactruing, formulation development, kinetic processes, surfactant and competitive surfactant adsorption, aggregation, flocculation, sedimentation studies, presence of para – ferro-magnetic impurities, oxygen and water content of solvents, polymer and solvent viscosity and additive studies.
Industries served include catalyst, pharmaceutical and personal health care providers, paints. Pigments and coatings, ceramics, refractories, agrochemicals, cosmetics, batteries, electronics, nano medicine and graphene/graphene oxides.
This month, we bring you a new particle detective app video & app note, a collection of chemicals app notes, BeNano Series with flow mode, online store, and free sample testing service.
Hope you will enjoy! 😊
Particle Detective
Hunting for Clues in Battery
Join particle detective Viola as she hunts for clues to improve the energy density of EV batteries, which is crucial for extending electric range. Watch Now
In this application note, find out how the Bettersizer S3 Plus can be a valuable tool for measuring particle size and shape to determine the energy storage capacity of the anode in LIBs. Download Now
This collection features six application notes showcasing the BeNano Series’ capabilities in analyzing diverse chemical materials, including polymer standards, surfactant micelles, copolymer latex, silica suspensions, aluminum oxide, and titanium oxide.
Download the collection and gain insights into selecting and applying effective techniques for your specific chemical analysis.
Frustrated with low-resolution particle sizing? The new BeNano is now equipped with DLS flow mode to transform your research. Combined with GPC/SEC or FFF, DLS flow mode can offer high-resolution size results, with better than 1.3x resolution to distinguish monomers, dimers, and aggregates in a polydisperse sample.
Get the brochure now to learn how BeNano and its DLS flow mode can empower your nanoparticle size measurements.
Select and order the ideal instrument to meet your powder density testing needs now from the Bettersize online store. Submit your order here
1️⃣ BeDensi T Pro Series – Tapped Density Tester 2️⃣ HFLOW 1 – Flowmeter Funnel 3️⃣ BeDensi B1-S – Scott Volumeter for metallic powders 4️⃣ BeDensi B1 – Bulk Density Tester for non-metal powders 5️⃣ BeDensi P – Bulk Density Tester – Plastic 6️⃣ BeDensi AR – Angle of Repose Tester
Want to test your sample before you buy? Submit your sample here
🔬 Advancing Pharmaceutical Excellence with Laser Diffraction Analysis & The LS 13 320 XR 🔬
In pharmaceuticals, precision is everything. Ensuring optimal drug efficacy, stability, and bioavailability hinges on consistent particle size, and laser diffraction analysis is at the forefront of this innovation. 💊 Drug Formulation: With laser diffraction, we guarantee consistent particle size, crucial for delivering optimal drug performance. 🔍 Quality Control: The LS 13 320 XR by Beckman Coulter revolutionises particle size monitoring during production, ensuring unparalleled product quality. Its advanced technology offers: -High-resolution measurements for accurate particle size distribution. -Rapid Liquid/Powder/Emulsion analysis to streamline production processes. -Broad size range capabilities from 10 nanometers to 3,5 millimeters. -User-friendly ADAPT software for easy data interpretation. -Robust design ensuring reliable and consistent performance. Embrace the future of pharmaceutical manufacturing with the LS 13 320 XR, where precision meets innovation. Here is the link to the product page:
Meritics, in partnership with Beckman Coulter, excels in Laser Diffraction Analysis using the LS 13 320 XR. Our expertise in this technology allows us to deliver precise and reliable particle size measurements, enhancing material characterisation for diverse applications. This collaboration underscores our commitment to advanced analytical solutions and industry-leading accuracy.
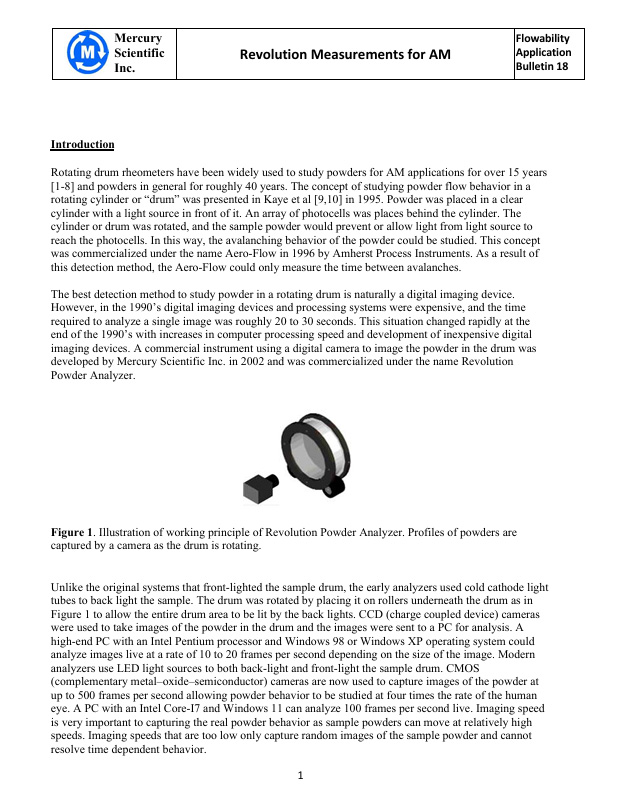
Revolution Measurements for Additive Manufacturing
Rotating drum rheometers have been widely used to study powders for Additive Manufacturing applications for over 15 years [1-8] and powders in general for roughly 40 years. The concept of studying powder flow behaviour in a rotating cylinder or “drum” was presented in Kaye et al [9,10] in 1995. Powder was placed in a clear cylinder with a light source in front of it. An array of photocells was places behind the cylinder. The cylinder or drum was rotated, and the sample powder would prevent or allow light from light source to reach the photocells. In this way, the avalanching behaviour of the powder could be studied. This concept was commercialised under the name Aero-Flow in 1996 by Amherst Process Instruments. As a result of this detection method, the Aero-Flow could only measure the time between avalanches.
The best detection method to study powder in a rotating drum is naturally a digital imaging device. However, in the 1990’s digital imaging devices and processing systems were expensive, and the time required to analyse a single image was roughly 20 to 30 seconds. This situation changed rapidly at the end of the 1990’s with increases in computer processing speed and development of inexpensive digital imaging devices. A commercial instrument using a digital camera to image the powder in the drum was developed by Mercury Scientific Inc. in 2002 and was commercialised under the name Revolution Powder Analyser.
FlowCam: Particle Analysis for Materials Characterisation
We talk a lot about FlowCam for biopharmaceutical and aquatic applications. The high-quality images resulting in detailed morphologic data are ideally suited for these applications – to discriminate among different kinds of particles and cells like aggregates, contaminants, and other outliers. VisualSpreadsheet provides an easy-to-use method to sort and identify particle images based on their shape and 40+ attributes.
Beyond standard particle sizing and counting, FlowCam is also an exceptional tool for performing materials testing in accordance with compliance and cleanliness standards. Customers are using FlowCam across a broad range of applications to compare advanced particle shape data between different lots and production steps to detect process flaws and improve product performance, quality, and safety. Keep reading to learn more about the many different kinds of materials FlowCam can image and analyse.
Dirt, fibres, and debris always seem to make their way into finished components – especially in aerospace, automotive, electronic, and hydraulic systems. Water used to wash devices or components after manufacturing is analysed to determine what and how many particles are present. Traces of fibres, metals, and plastics that remain from the manufacturing process may cause product failures. FlowCam makes it easy to sort and filter particle data and build libraries to automatically quantify and characterise each particle type.
Superabrasives, such as micronized diamonds and cubic boron nitride (CBN), are used extensively in applications for cutting, grinding, and drilling hard materials. Particle size and shape play an important role in the durability and effectiveness of these superabrasive grinding tools. As it turns out, shape uniformity is a critical quality attribute where particles with smooth and rounded edges are most effective! FlowCam provides particle morphology analysis and can report on what percentage of particles meet uniformity standards around circularity and aspect ratio.
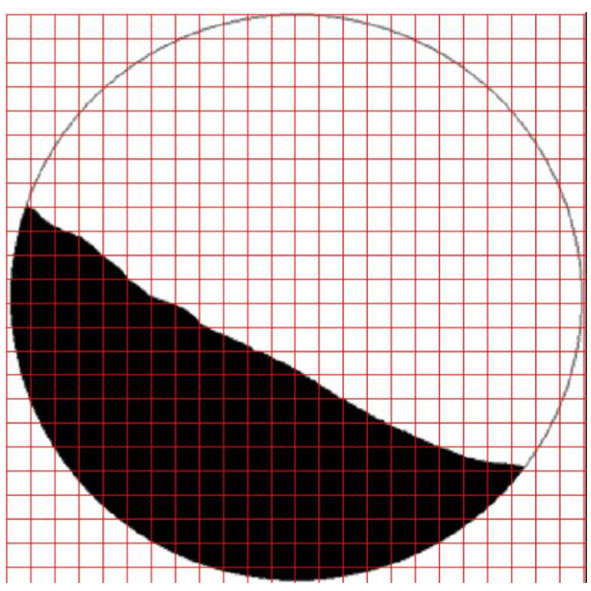
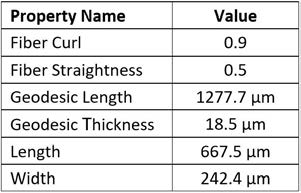
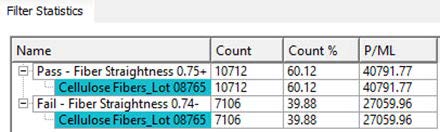
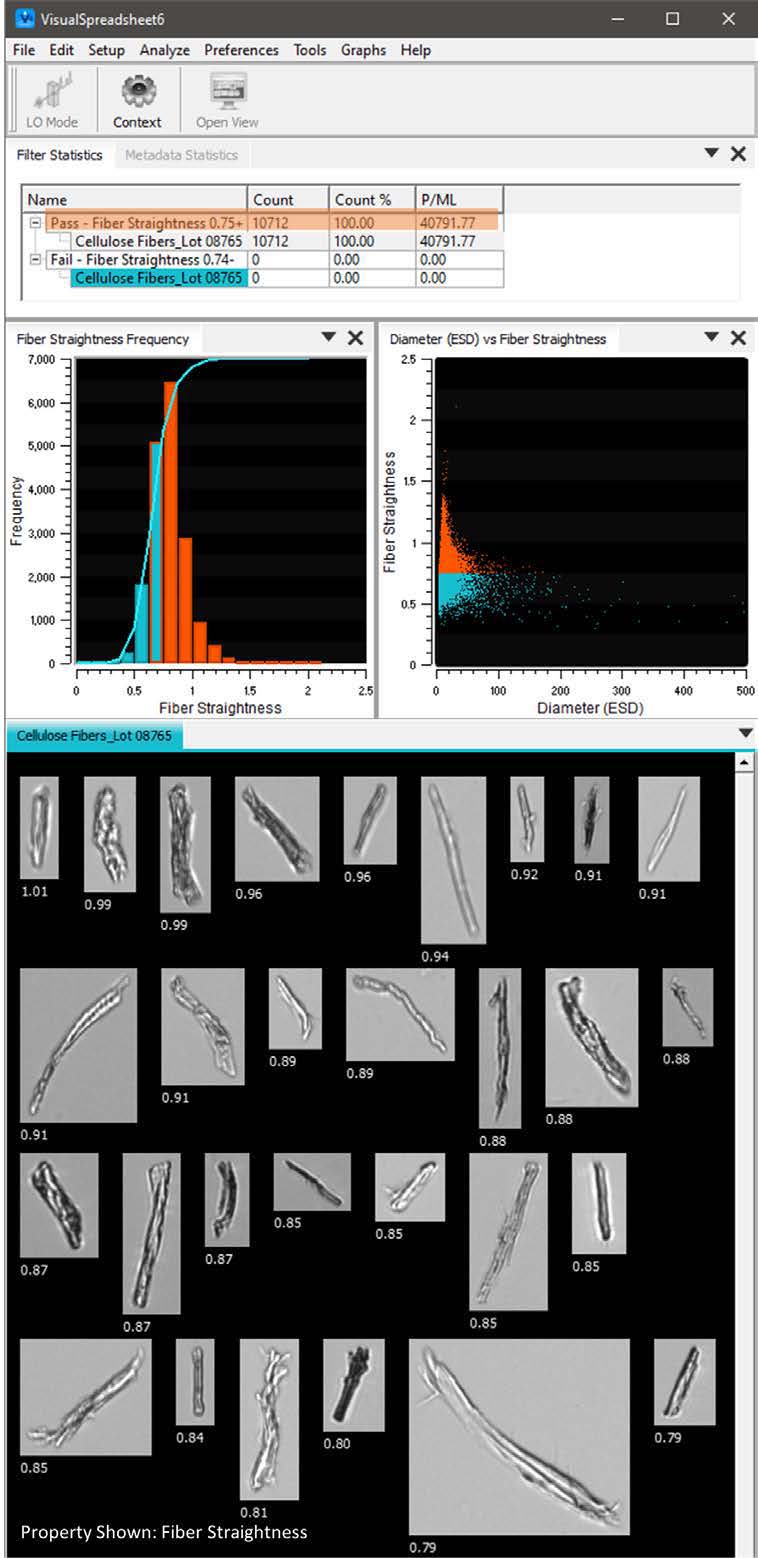
Who knew that geometry would play such a crucial role in the performance of fibres in different applications? Shape factors that influence performance include length, width, and curl. Despite the importance of fibre geometry, many conventional particle sizing measurements struggle to accurately capture the morphology of these particles.
FlowCam excels in this process with integrated fibre morphology parameters that include geodesic length, geodesic thickness, fibre straightness, and fibre curl. Using these advanced measurements, FlowCam provides more accurate and reliable data than volumetric-based methods and offers significant time-savings over manual microscopy.
FlowCam aids in assessing seed viability and studying plant development defects. There is an interesting cross-over application with the pharmaceutical industry when FlowCam is used to analyse the shape and intactness of pollen shell capsules in drug delivery systems. FlowCam is also a valuable tool in agriculture applications for identifying and monitoring soil microbes, mites, forest litter invertebrates, and nematodes contributing to crop health.
FlowCam is essential formicroencapsulation research and quality controlacross various industries including food, beverage, pharmaceutical, cosmetics, and fragrances. It provides unique insights into the microencapsulation process by dynamically monitoring capsule formation over time, allowing for optimisation and clean coacervate formation.
Ingredients play a vital role in the food and beverage industry. Taste and texture are important quality attributes determined by particle size and shape. Leveraging flow imaging microscopy, you can identify diverse particle types within a mixed composition to achieve quality standards and pinpoint operational inefficiencies. With its high-throughput capabilities, FlowCam is perfect for identifying variations in particle size, shape, and structure, streamlining the quality control process.
Did you know that the size and shape of printer toner particles can considerably impact the image resolution and efficiency of a printer’s output? The uniformity of these particles also impacts the distribution of charge they carry, which can ultimately influence the overall quality of images. Utilising FlowCam for image characterization can aid in identifying the size, shape, circularity, and material consistency of printer toner particles throughout the production process and lead to overall improved quality.
Have we piqued your interest in learning more about FlowCam for materials characterisation? Download ourmaterials applications brochureand let us know what you think.
Using same probe and fixture as TX-700, this new device has been developed to increase travel distance up to 40 cm (instead 22cm for TX-700). All other specification still the same as we have for TX-700.
What’s new in Texture Analysis?
With its wide range of probes and cells, the New TX-900 is the ideal tool for your texture analysis with its 400mm travel distance. Thanks to its touch screen directly displaying the curves, its method programming capability, storage and analysis of measurements, the TX-900 will integrate in laboratory and production area.
Integrated adjustable turntable: diam. 160 mm.
Table for attaching inserts: 120 x 220 mm.
Available Operating Modes: Compression – Relaxation –Tensile – TPA Cycle – Penetrometry and relative compression mode also.
Large selection of probes available and custom probes can be made with choice of material, shape and size according to your criteria.
The TX700 has a large 7’’ colour touch screen which allows comfortable use and optimal viewing of measurements.
Storage of your measuring methods.
Data can be backed up and exported using a USB stick.
External control thanks to the optional software.
Texture Analysis Specialists
Need to know more?
Contact one of our friendly team for more information.
Revolutionising particle analysis from Pharmaceuticals to Nanomaterials: The Bettersize BeNano 180 Zeta Pro with BAT-1 Autotitrator
When it comes to precise particle analysis, look no further than the Bettersize BeNano 180 Zeta Pro with the BAT-1 Autotitrator. This state-of-the-art instrument is revolutionising particle analysis, enabling precise analysis from pharmaceuticals to nanomaterials. Whether you’re working in chemical engineering, pharmaceuticals, food and beverage, inks and pigments, or life sciences, the BeNano Series offers unparalleled accuracy and efficiency.
The BeNano Series is the latest generation of nanoparticle size and zeta potential analysers designed by Bettersize Instruments. It seamlessly integrates Dynamic Light Scattering (DLS), Electrophoretic Light Scattering (ELS), and Static Light Scattering (SLS) to deliver reproducible measurements of particle size, zeta potential, and molecular weight. Giving you data you can trust time and time again, no matter the complexity of your samples.
What truly sets this instrument apart is the inclusion of the BAT-1 Autotitrator. Measuring the isoelectric point, a critical property for many applications, can be both time-consuming and challenging. However, with the BeNano and the Autotitrator, this task becomes effortless. Making the process not only easy to carry out but also highly efficient, delivering accurate, repeatable results with minimal effort.
In both academic and manufacturing settings, the BeNano Series stands out as a reliable and advanced tool for nanoparticle analysis, offering precise, dependable measurements, enhancing the quality and reliability of your research and production processes.
The BeNano is available in the UK from Meritics Ltd.
The Company is committed to the continuous improvement of our systems and processes in order to remain compliant with the General Data Protection Regulation (GDPR)
We are committed to telling individuals how and where their information is processed and stored.
Upon request we will provide individuals with any information we have on them. Contact us here to make a request.
We will only send marketing emails to individuals who have opted-in to the newsletter mailing list.
We will never pass individuals details to anyone outside Meritics for them to use for their own marketing purposes.
We will ensure that we obtain individuals express consent before we contact them by any method for any purpose.
We will make sure our contact with individuals is relevant, based upon the preference information they give us.
Individuals can change their contact preferences at any time. Contact us here to make a request.
Personal information will be stored safely and will remain secure at all times.
We will always delete personal information if requested to do so. Contact us here to make a request.
We will always comply with the Data Protection Act 1998 and all other applicable laws and EU Directives.
4 Applications of Enhanced Laser Diffraction Analysis
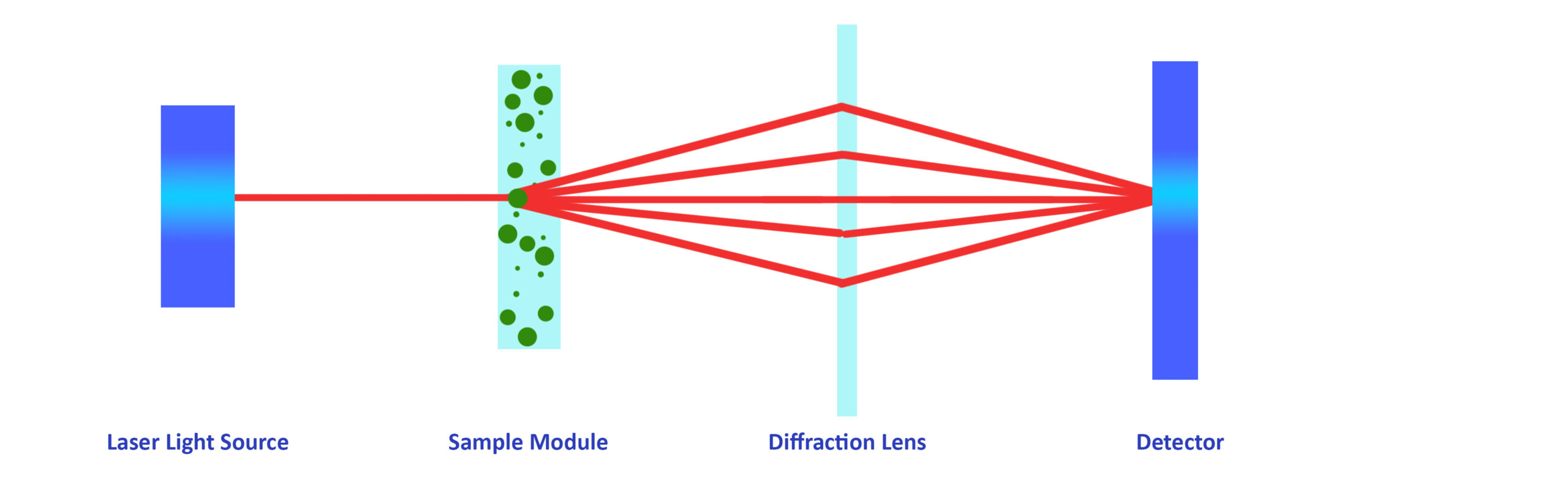
Particles diffract light through a specific angle depending upon their size, creating a diffraction pattern of light and dark circles. Measuring the intensity of light over a wide range of angles enables analysts to determine a particle size distribution. Laser diffraction analysis operates on this general principle.
Mie and Fraunhofer Diffraction Theories
Gustav Mie’s theory of diffraction is used in an array of light scattering applications, including laser diffraction analysis. It requires some knowledge of the particle and suspending fluid’s optical properties to acquire accurate data. An approximation of the Mie theory by Fraunhofer was developed for applications where the size of a particle is larger than the wavelength of light being diffracted. This eliminated the need for prior knowledge of the optical properties as they have minimal effects on data.
Fraunhofer’s approximation of Mie theory is typically used to measure particles of up to 30µm. To provide reliable and accurate particle size distribution measurements, good resolution of the angular pattern of the diffracted light is required, alongside a large number of detectors (>100).
As particle size decreases, the angle through which light is diffracted gets bigger and the intensity smaller, which makes detection of the actual angle of diffraction difficult. Below 1µm, it becomes virtually impossible to distinguish light from different particle sizes, and impossible below 0.4µm. Using more than one wavelength of light helps to quantify this but only marginally and some instruments use curve fitting type routines to estimate data below the measuring limits.
Overcoming the difficulties of measuring sub micron particles
Sub-micron particles scatter polarised light differentially depending on the polarisation and wavelength. Enhanced laser diffraction analysis uses this property to provide real measured size distributions rather than estimates down to 10nm (0.01µm). It measures the intensity of polarised light at 3 additional wavelengths. The difference in intensity between the vertically polarised and horizontally polarised light (Polarisation Intensity Differential Scattering – PIDS) provides information on the quantity and sizes of particles in this region. This can be integrated into the Mie theory calculation for quantifiable size distribution measurements.
This enhanced measurement range provides the basis for dynamic materials characterisation and particle measuring for a broad range of industrial, academic, and commercial sectors.
This blog post will explore four common applications of enhanced laser diffraction analysis.
1. Soil Studies The enhanced laser diffraction particle size analyser is used to measure particle or grain size of soil and sediment samples, a property that can be indicative of how a soil has formed.
2. Pigment Sizing Laser diffraction analysis enabled with polarisation intensity differential scattering (PIDS) can measure particles down to the nanometer scale (nm) by sequentially illuminating a sample with wavelengths of alternately polarised light. This method has been used to reliably size pigment particles as small as 10 nm.
3. Quality Control of Chemical Compounds Enhanced laser diffraction analysis is uniquely suited to quality control (QC) applications with a superior resolution and unmatched dynamic range compared to conventional laser diffraction techniques. It provides a rapid assessment of the particle size distributions in powder or liquid samples, with well over 100 light detectors enabling the resolution of subtle differences in particle size.
4. Research and Development Laser diffraction analysis for R&D purposes can be complex as some instruments require prior knowledge of a sample’s particle size characteristics, such as whether a single peak of particles is expected or if they may be more than one population of particles such as aggregates. The LS 13320 XR enhanced laser diffraction analyser does not require this information. The software carries out complex and comprehensive analysis of the diffraction patterns to provide an accurate particle size distribution without any need for the operator having to guess at the expected result.
Enhanced Laser Diffraction Analysis with Meritics
Meritics is the UK’s leading supplier of particle analysis instrumentation for an extensive range of applications. We work with cutting-edge technology manufacturers to provide the most advanced measurement systems available.
The LS 13 320 XR is our most enhanced laser diffraction analysis tool. It is capable of performing in all the aforementioned applications and more. If you would like any more information, please do not hesitate to contact us.
Powders can behave very differently depending on the amount of energy they are subjected to as they move through handling equipment. One powder may flow more evenly as it is subjected to more mechanical energy while another powder may become erratic. This behaviour can be studied using the Revolution Multi-Flow Test Method. In the multi-flow method, the sample drum speed is increased gradually over time and the sample powder’s behaviour is measured.
“The Mercury Scientific Revolution Powder Analyser excels in powder analysis, offering exceptional accuracy and efficiency. Its advanced design makes it essential for researchers and manufacturers seeking superior quality control and processing.”
The Multi-Flow Analysis studies how a powder or granular material transitions from avalanching to continually flowing as it is subjected to faster speeds. By gradually increasing the rotation speed in the Multi-Flow Analysis, the user can evaluate the speed at which their powder is no longer avalanching in their process but flowing continuously. This data can be used to predict how powders will behave in high speed equipment.
The Revolution is available in the UK exclusively from Meritics Ltd.
I have been using Meritics for a number of years and they always provide outstanding service and support. They have a rapid response turnarounds and are very knowledgeable of the techniques and products they provide.
We use Meritics for the PM service and installation of all our FlowCams . Megan has been coming to our site for a number of years. She is very efficient in her work, but most of all Megan is very helpful. We have had issues with one of instruments after the install and Megan did her utmost to try and solve it while on site, even though it wasn’t solved Megan has been in contact with the supplier of the instrument to try and solve this problem for us.
David, our service engineer as usual was good at communicating and setting up the recent service appointment, he arrived on time, did the service promptly and informed me of any problems. Friendly and helpful
I have used this company through the laboratory I work for frequently. We specialise in soil analysis, and Meritics were chosen as they have extensive knowledge of the instruments we use. We have several laser particle diffraction analysers with a service contract, and service is always very prompt and meticulous….
Meritics have covered the annual servicing of our Multisizer 4e instrument since we purchased it from them just over two years ago. The application scientist who performed the servicing was friendly, knowledgeable, and extremely helpful, happily answering a barrage of questions about how best to use and maintain the instrument. All my interactions with Meritics staff have been positive. I would happily recommend them.
After owning one of our instruments for over 8 Years which was purchased from Meritics, it suffered its first breakdown. Upon contacting Meritics, I was instantly put through to an engineer who was very helpful. Upon inspection of the manual, it was decided that it would be more cost effective to have a Meritics engineer visit. The Meritics staff were very communicative and kept me up to date.
2 people helped with the install of a Multisizer 4e. They were both very professional and friendly, answering any questions that I had. The installation was quick and the attention to good documentation practice was exceptional.
We had issues with one of the aperture tubes provided by Meritics on a Friday afternoon, while very pressed for a review deadline. Meritics handled our inquiries very fast and professionally and helped us out by shipping us their spare tube to use in the mean time free of charge, while we waited for our new tube to arrive. Communication was very pleasant.
Determining the particle characteristics of various products and biological materials is increasingly reliant on the measurement of particle concentration, alongside particle size. It is a crucial metric in a range of industries and academic studies, where products are manufactured to microscopic parameters or where quality assurance – or research – must be maintained and carried out at a molecular level.
The process of measuring particle concentration is important to researchers and engineers in biopharmaceuticals, protein aggregation studies, nanomaterial characterization, and more..
This article will explore in more detail the various industries and schools of research which measure particle concentration:.
Nanomaterials are commonly referred to as a material with particles of nanoscale dimensions of between 1 – 1000 nanometers (nm). In 2011, the European Commission clarified that definition to include specific requirements of particle concentration for a material to be categorically defined as nanomaterial. It describes a nanomaterial as: “A natural, incidental or manufactured material containing particles, in an unbound state or as an aggregate or as an agglomerate and where, for 50 % or more of the particles in the number size distribution, one or more external dimensions is in the size range 1 nm – 100 nm.”.
Precise measurement of particle concentration is required to ensure that any new materials are correctly identified and regulated accordingly. This is a crucial metric for materials scientists in a range of fields to consider..
Pharmaceutical
Studying the particle concentration of cell biology allows scientists and researchers to accurately assess drug delivery and optimize biological responses to drug administering by measuring the particle concentration of the delivery vector. It can also help industry leaders to understand drug stability under a range of environmental factors such as temperature and humidity, influencing best practice on how to manufacture and administer a wide range of pharmaceuticals..
Laboratory tests that measure the particle concentration and size of antibodies, white and red blood cells, and platelets in a blood sample are commonly performed in the development and manufacture of vaccines, particularly in the assessment of vaccine dosages and their subsequent performances. It is a crucial factor in the evaluation of immunization success and the analysis of perceived biological resistances.
Despite innovations in emergent materials for use in a range of commercial and emergency service sectors, natural sediments and soils are still a primary material for the implementation of flood protection, foundation-laying for construction, and of course, agriculture. Measuring the particle concentration of soil helps to characterize the applications of various soil samples, for example in the distinction of soil types ideal for drainage and aeration from those that are highly compatible with various crops.
Water Treatment
Specialists in the water treatment sector are required to perform consistent and precise assessments of the cleanliness of drinking water for human consumption. Dedicated metric hardware that analyses the particle concentration of drinking water can quickly determine that samples are free of contaminants, including solids and bacteria, ensuring that water treatment is carried out to stringent industry standards.
Particle Analysis Solutions from Meritics
Meritics is the UK’s leading supplier of particle characterization instruments and laboratory services, with a range of accurate and reliable equipment that is applicable to many disparate fields. These include:
FlowCam Flow Imaging Microscopy (FIM), which can distinguish particles such as protein aggregates from other contaminants from 3μm to several hundred microns, with the provision for accurate particle shape analysis;
The Multisizer 4e, which is the most broadly applied particle counting and sizing instrument, providing high resolution and excellent statistical accuracy, with a sizing range of 0.2µm – 1600µm.
If you would like any more information on the applications of the particle concentration analyzers we supply, please do not hesitate to get in touch.
Rheology refers to the analysis of a fluid’s flow or plastic deformation properties relative to shear forces such as rotational torque. It measures the material transportation properties of liquids, solutions, and slurries under distinct mechanical conditions, and enables analysts to accurately plot flow curves and yield points for a range of fluidic materials. This information provides mechanical insights into the coating and flowing properties of numerous commercial and industrial products, from agrochemicals to personal cosmetics.
To assess the rheological properties of a sample, Meritics provides the RM200 PLUS rheometer. This easily-programmable rotational stress rheometer can intuitively measure flow curves of samples with a built-in thermocouple capable of assessing temperatures between -50°C – 300°C.
Thanks to its large storage capacity and its easy programming, the RM200 PLUS allows you to realise all your measurements of flow curves, yield point, thixotropic, fitting without software.
Save your flow curves and calculate your rheological parameters directly without a computer (Plastic viscosity, flow limit, thixotropy, regression model according to Newton, Bingham, Casson and Ostwald). Choose your attachment system tailored to your product constraints.
Zeta potential is also known as the electro-kinetic potential of a colloid. It refers to the charge repulsion / attraction of particles dispersed in a solution, and is measured by applying an electrical field to the dispersive medium. Researchers commonly perform zeta potential measurements to ascertain the longevity and mechanical stability of a particulate solution, and to establish particle agglomeration characteristics for pharmaceuticals, food products, and more. The DelsaMax Pro is a rapid zeta potential analyser capable of measuring sample volumes as small as 45 microliters (μL) in under a second. This speed of measurement is crucial for maintaining sample stability and supporting zeta potential characterisation of fast-moving consumer goods, as overlong exposure to electrical fields can cause analytes to degrade – reducing experiment throughput and results accuracy.
The BeNano Series is the latest generation of nanoparticle size and zeta potential analysers designed by Bettersize Instruments. Dynamic light scattering (DLS), electrophoretic light scattering (ELS), and static light scattering (SLS) are integrated into the system to provide accurate measurements of particle size, zeta potential, and molecular weight. The BeNano Series is widely applied in academic and manufacturing processes of various fields including but not limited to: chemical engineering, pharmaceuticals, food and beverage, inks and pigments, and life science, etc.
Powders and granular materials can acquire an electrical charge on the surface of their particles due to contact and movement against handling equipment and containers. Contact and movement of particles within the material itself can also cause charge acquisition. This process is called tribocharging.
It is important to measure particle charge as charge acquisition can lead to problems and unstable behaviour. Charged materials stick to processing equipment and containers, can become airborne more easily, and can flow in different ways than materials with no charge. Many researchers believe that material electrical properties are the most important contributors to powder flow behaviour.
The Mercury Revolution and Volution powder analysers provide particle charge assessments of powdered solid particles during dynamic and stable states when in contact with many different surfaces, including stainless steel, glass, and aluminium.
Flowability is the capacity to move by flow that characterises powders, i.e. loose particulate solids, as well as fluids. If you need an affordable, easy-to-use method to measure the flow properties and bulk characteristics of your powder then you need to be aware of the Volution Powder Flow Tester.
The Volution Powder Flow Tester uses an annular shear cell to measure a powder’s response to consolidating pressure using the yield locus technique. This approach, in conjunction with the instrument’s heavy duty frame and drive system, allows the Volution Powder Flow Tester system to measure powder samples at pressures up to 250kPa (50kg force). This is around 6 times greater than other instruments, which are often more expensive as well.
Cohesion is a measure of particle to particle bonding strength that results from inter-particle forces generated by factors such as electrical charges, moisture and van der Waals forces.
The angle of internal friction is a measure of the force required to cause particles to slide or move or on each other and is influenced by many parameters including particle surface friction, particle shape, hardness, particle size, etc. distribution, etc. As well as the cohesion and angle of internal friction of the material the Volution Powder Flow Tester can also measure wall friction, time consolidation and unconfined yield strength.
The Volution Powder Flow Tester also has built in temperature and relative humidity sensors, which means it will also automatically weigh the sample to provide density and compressibility measurements. Flow functions can be measured by testing the material at different pressures.
Meritics can provide this level of functionality at such low cost because design and engineering all takes place in house, thanks to their experience gained over 20 years in the industry. Due to the geometry of its test cell, the Volution can test granular materials as well as powders, which other shear testers cannot, as the test cells for other instruments are too small. With the ION Charge Module you can even measure powder charge too.
Powder flow property measurements generally fall into two main categories: dynamic analysis and static analysis. Dynamic instruments measure powder flow properties as the test material is moving or is about to move.
Static instruments measure powder that is not moving and typically has been exposed to pressure. For a complete picture of a material’s flow behaviour, both types of testers are required. For solving specific flow problems, usually one type of tester or test is required.
The Revolution Powder Analyser can measure your powder’s ability to flow, consolidate, granulate, cake, pack and fluidise by measuring the power, time and variances in power of your powder in a rotating drum. This data can be used to quantify your powder’s particle behaviour during process applications such as blending, tableting, mixing and transportation. The Revolution is both easy to load and automatic, eliminating the opportunity for human error.
The REVOLUTION Powder Analyser consists of a rotating drum that measures the flow properties of granular and fluidised materials. Several drum sizes are available, from drums requiring 10 cc’s of sample to drums using 500 cc’s.
A stepper motor turns high precision silicone rollers which in return rotates the drum. The operator can set the drum rotation rate (range 0.1 to 200 RPM) and prep time (range 0 to 999 seconds) of the analysis. A digital camera with the assistance of back-light illumination takes digital images of the powder during the rotation process. The images can be accumulated up to a rate of 30 frames per second.
Using patent pending algorithms, the software measures the behaviour of the powder from the images collected due to the drum rotation and how this behaviour changes over time. This data is then used to calculate various parameters representing the powder’s quality and process ability.
The flowability of bulk powdered solids is a crucial parameter for determining an analyte’s proclivity to conglomeration or fluidisation under distinct conditions.
Motion and pressure can cause bulk powders to undergo complex pseudo-phase transitions depending upon the molecular composition and particle geometry of the sample. Particle flow analysis is used to capture imagery of powders under defined mechanical conditions and to characterise the flow characteristics of the material as a proportion of potential energy to flow capacity, and cohesion relating to inter-particle forces.
Meritics supplies a broad range of powder flow analysers for determining the flowability and caking capacities of bulk powders. The Mercury Revolution is an advanced powder flow analyser for assessing the dynamic properties of samples at rotational speeds of up to 200 RPM. The Volution Powder Flow Tester uses an annular shear cell to assess a powder’s physical responses to consolidating pressures of up to 250 kPa.
Absolute density of solids and powders is commonly measured through pycnometry, which uses gas displacement to determine the particulate density and purity of compact and granulated solid samples. This method uses a test gas with minute atomic dimensions such as helium to permeate the porous structures of a dry powder or solid sample. The small atomic size of helium enables the test gas to diffuse through extremely narrow pores, providing a volumetric measurement that can be compared to the weight of the dried sample to characterise the real or absolute density of the sample.
Powder flow property measurements generally fall into two main categories: dynamic analysis and static analysis. Dynamic instruments measure powder flow properties as the test material is moving or is about to move.
Static instruments measure powder that is not moving and typically has been exposed to pressure. For a complete picture of a material’s flow behaviour, both types of testers are required. For solving specific flow problems, usually one type of tester or test is required.
The Revolution Powder Analyser can measure your powder’s ability to flow, consolidate, granulate, cake, pack and fluidise by measuring the power, time and variances in power of your powder in a rotating drum. This data can be used to quantify your powder’s particle behaviour during process applications such as blending, tableting, mixing and transportation. The Revolution is both easy to load and automatic, eliminating the opportunity for human error.
The REVOLUTION Powder Analyser consists of a rotating drum that measures the flow properties of granular and fluidised materials. Several drum sizes are available, from drums requiring 10 cc’s of sample to drums using 500 cc’s.
A stepper motor turns high precision silicone rollers which in return rotates the drum. The operator can set the drum rotation rate (range 0.1 to 200 RPM) and prep time (range 0 to 999 seconds) of the analysis. A digital camera with the assistance of back-light illumination takes digital images of the powder during the rotation process. The images can be accumulated up to a rate of 30 frames per second.
Using patent pending algorithms, the software measures the behaviour of the powder from the images collected due to the drum rotation and how this behaviour changes over time. This data is then used to calculate various parameters representing the powder’s quality and process ability.
Viscosity is a measure of a fluid’s resistance to flowing under varying temperature conditions.
It is typically associated with the concept of liquid density or thickness, and usually increases exponentially with decreased temperatures. This property is determined by friction between particles within the liquid or solution and is quantified as a measure of centipoise (cP). Viscosity measurements apply relatively weak thermodynamic forces to a liquid or solution to encourage the material to flow. Temperatures can be increased and torque can be applied to measure the material’s resistance to these conditions, with common applications in the food and beverage, cosmetics, and chemical sectors.
Meritics provides a substantial range of viscosity analysers suitable for a broad range of applications. The RM 100 Portable enables analysts to measure viscosity outside of laboratory conditions with a sustained accuracy of within 1% of the full scale. The First Plus is an ultra-sensitive viscosity analyser with a torque range as low as 0.005 mNm for outstanding precision..
Unique design removes the problems associated with spring type viscosity measurements. This makes the Lamy range very robust and replacing expensive springs and pointer assembles are a thing of the past!
For ultra-sensitive viscosity measurements, the First Touch features a torque range of 0.005 to 0.8 mNm
With its expanded programming possibilities and increased modularity, the FIRST PLUS will be the ideal tool for your application whether you use it alone or with its software.
Delivery as a single unit or with the spindle sets L1-L4 or R2-R7.
Comparison of Commercial Cosmetic Products
Using NMR Relaxation Measurements
Formulators working in the cosmetics and personal
care industries have numerous delivery vehicles
from which to choose when formulating skin
care products: emulsions, gels, sticks, mousses,
aerosols, and ointments all have specific benefits.
However, the emulsion is by far the most popular
because it offers almost unlimited versatility in
meeting the primary market objectives of efficacy,
aesthetics, and cost parameters.
As we will explore in this Application Note, nuclear
magnetic resonance (NMR) relaxation is a technique
that is easy to employ, produces rapid results, and
requires limited input data. Importantly, because it does
not make any assumptions about the composition of the
formulation and requires little, or no, sample preparation
this makes it an ideal technique for measuring finished
commercial products.
Using NMR Relaxation as an Aid in Understanding
Formulation of Pigment Dispersions
In general, the composition of commercial
pigment dispersions – to produce, for
example, paints and inks – is complex and
typically comprises a fluid, a dispersant, a
polymeric resin and the pigment material. In
the preparation of aqueous dispersions, a
wetting agent may additionally be needed if
the pigment materials are hydrophobic.
NMR spectroscopy is one of the most
powerful analytical tools used to probe
details of the structure and dynamics of
molecules. Traditional devices employing
NMR technology require very high magnetic
fields and, hence, very large magnets and
related instrumentation. However, the
advent of small powerful magnets has
allowed instruments – such as the Mageleka
MagnoMeter XRS™ – to be designed that
have small footprints and are suited to
normal, routine laboratory analysis.
Active Pharmaceutical Ingredients in AIDS Drugs: Using NMR
Relaxation to Determine the Wetted Surface Area of Suspensions
Reducing the particle size of materials
possessing poor solubility characteristics
can be an avenue to substantially
increasing the total surface area of the
material. This concept can be illustrated
when formulating drug products that contain
active pharmaceutical ingredients (APIs).
A larger surface area allows for much
faster dissolution of APIs and, thereby, an
increase in bioavailability, regardless of the
route of administration. This is of obvious
importance in manufacturing because low
active bioavailability of drugs can lead to
inefficient treatment and risk of toxic side
effects. Any increase in efficacy can reduce
the potential toxicity because less drug
substance is needed, which also serves
to reduce costs. There is also a growing
body of evidence that, specifically with
nanoparticulate API materials, it is the
particle surface area and not particle size
that is the defining metric that controls
toxicological interaction. This explains
the recent drive to develop reformulations
based on nanotechnology.
So, what technique can make fast, reliable,
direct measurements of wetted surface
area in any suspension and, particularly,
nanosize API dispersions? Nuclear magnetic
resonance (NMR) relaxation, which is the
basis for Mageleka’s MagnoMeter XRS™,
can directly measure the wetted surface
area of any particulate suspension.
Dispersions of Ink-Jet Pigments: Using NMR Relaxation Measurements
as a Quality Control Too
The application performance of any pigment
is determined by its nature, including how it
was manufactured, and the level of dispersion
achieved in formulation. The most important
physical properties include particle size and
wetted surface area. The finer the particle size,
the more intense will be the color; the greater
the surface area, the greater will be the extent
and uniformity of surface coating. For industries
that must produce products with reliably
consistent colors, measuring particle size and
wetted surface area quickly and easily will aid
in more efficient formulation and help to reduce
production costs.
So, what technique can make fast, reliable,
direct measurements of wetted surface area
in any suspension and, particularly, nanosize
pigment dispersions? Nuclear magnetic
resonance (NMR) relaxation, which is the
basis for Mageleka’s MagnoMeter XRS™, can
directly measure the wetted surface area of any
particulate suspension.
Using NMR Relaxation Measurements for Quality Control
of Incoming Materials used in Formulation of Products
The preparation of any suspension or slurry
comprising a powder material in a liquid, be it
for “blue sky” experimental R&D purposes or
in the pre-formulation of a commercial product,
will always start with a solid and a liquid.
Unfortunately raw materials are never 100%
pure, and this is true even for National Formulary
(pharmaceutical)
grade
material. Indeed,
industrial material can contain as little as 80%
of the active component, as a cursory glance at
the typical Material Safety Data Sheet and the
Technical Data Sheet, always supplied with the
material, will attest to! In all cases, the type and
level of impurities depends on the source of the
material and any subsequent processing.
NMR spectroscopy is one of the most powerful
analytical tools used to probe details of molecular
structure and dynamics. Devices employing NMR
technology require very high magnetic fields and,
hence, very large magnets. However, the advent
of small powerful magnets has allowed low-field
instruments, such as the Mageleka MagnoMeter
XRS™ Relaxometer, to be designed that have
small footprints and so are suited to normal,
routine laboratory analysis.
Finely cut diamond abrasive is utilized in the manufacture of
industrial drills, grinding wheels and discs, dental instruments and
lapidary apparatus. The grinding tools are subsequently
implemented in the production of steels, alloys, ceramics, glass,
granite and other materials. Two sizes, or grits, of abrasive were
examined here. A regular raw image of particles from both samples
is presented below.
Abrasive powders are utilized in several commonplace functions. They comprise the particles utilized for polishing
teeth, constitute abrasive polishes to make high end automotive finishes shine, and even form the sandpaper a
carpenter implements on a daily basis. Each of these powders are engineered to remove material, with some more
aggressive in removal than others. Typically, the abrasiveness of particles is known as the “grit” of the powder.
There are numerous types of pollen within a variety of species. Various types of pollen were examined with the use
of Dynamic Image Analysis, to determine whether their morphology (shape properties) could be implemented as a
means of differentiating between the different types, and also to distinguish between entire pollen grains and
fragments or debris. Size-only techniques are sometimes unable to differentiate in this way.
Portland cement is a controlled chemical mixture, comprising calcium, silicon, aluminum, iron and low quantities
of other components. The mixture is combined with gypsum in the final grinding process to modulate the setting
time. Lime and silica constitute around 85% of the mass. Limestone, shells, chalk combined with shale, clay, slate
or blast furnace slag, silica sand, and iron ore are common materials implemented in its production.
Particle Shape Analysis of Toner powder for laser printers
Toner powder used by laser printers and photocopiers is a hybrid of carbon and a polymer. The actual polymer
utilized differs according to producer, while toner formulations differ between producers, and even between
machines. Granule size is a key means of differentiating each formulation.
Particle Shape Analysis of Ocean floor sediments for Marine Research
Marine scientists are engaged with the examination of ocean floor sediments. These are constituted by small
particles of sand, clay, volcanic ash, minerals and organics. This small grain size means analysis is highly challenging.
Two divergent types of sediment were examined for this case study.
This article analyses some large, long glass fibers by applying some of the features and comparisons of the
Pi Sentinel PRO. Running the glass fibers involves 34,000 particles and ends up with 32 different histograms. There
are many different shape parameters of the Pi Sentinel PRO, including circular measures and rectangular measures,
of which not all of them always apply.
This article describes how the Pi Sentinel PRO can be used to analyse a coal sample by looking at all the different shape
measures. It can be used to obtain many histograms of factors like Size, Circularity and Smoothness. The software has
a diagnostic tool that has these shape test images.
Yeast levels in pitch tanks for craft beers are typically in the 1B/ml plus range. Therefore a protocol that minimizes steps, errors introduced during pipette steps and minimizes cost to craft breweries is detailed in this SOP.
Measurement of algal growth parameters
such as cell size, cell number, and growth
rate is important for confirming optimal
growth conditions and culture health. One
of the best ways to simultaneously assess al
gal culture health is to take a series of cell
size and number measurements during their
growth cycle. The simplest method to do this
is to use the Coulter Principle.
The Moxi Z mini automated cell counter
provides a valuable three-parameter cell as
say (count, sizing, health) in just 8–15 sec
onds. Leveraging the single-cell resolution
of the Coulter Principle, this information
is provided with a degree of precision and
accuracy rivaled only by higher-cost count
ing systems. However, the Moxi Z achieves
this performance with enhanced usability,
increased functionality, and a maintenance
free operation.
Solid materials are regularly characterised relative to their density, which is expressed as the mass of a powder or solid material per unit volume. Density analysis is regularly acquired using a form of gas displacement, which can rapidly determine the real density and purity of solid materials such as ceramics, metals, and polymers.
The Thermo Scientific Pycnomatic is a comprehensive solution for performing density measurements of solid materials. It features a fully-integrated, high-precision temperature control for exceptional results reproducibility. It boasts a real multi-volume capability for utmost accuracy of results with different solid materials, including fine powders and foams.
The BeDensi T Pro series is a reliable tapped density analyser that excels at intuitive operation while complying with the USP, EP, ASTM, and ISO standards. It can measure the bulk density and tapped density with less than 1% repeatability variation to help users to understand the flowability of a wide variety of powder materials.
Scientists expend significant time, labor and resources on
maintaining consistent, healthy cell cultures to support
their research efforts.
In addition to the initial, significant
expenditures for core equipment, there are substantial
recurring costs for materials that ensure optimal culture
environments including sterilized consumables, media, reagents
and growth factors. Beyond material costs, successful cell
culture requires proper training and attention to ensure aseptic
technique and use of cell-specific growth/treatment protocols.
Similar to visual
inspection of morphology and media color/composition,
this test is performed automatically with every Moxi Z cell
count, without the need for additional reagents.
Variations in core blood cell metrics such as white blood cell (WBC) counts and mean corpuscular volum (MCV) can be important idicatoprs of pathologies including infection, anemia, poisoning and disease.
By
applying established preparation protocols to whole blood samples, Moxi Z can generate important metrics from
blood samples for non-clinical analysis including red blood
cell (RBC) counts, mean corpuscular volume (MCV), white
blood cell (WBC) total counts and peripheral blood
mononuclear cell (PBMC) size distributions and counts.
Measuring Reactive Oxygen Species with Orflo’s Moxi GO II
Reactive Oxygen Species (ROS) are oxygen containing “free radicals”, a group of molecules that are highly reactive due to the unpaired elecytrons they contain.
In this application note we demonstrate how Orflo’s Moxi GO II Flow Cytometer can be applied to a wide range of cellular analysis, including ROS level measurement.
Monitoring Mitochondrial Membrane Potential with Orflo’s Moxi GO II
Mitochondria anre the principle organelles underlying cellular metabolism, servicng as the “energy factories” for the cell.
In this application note we show how Orflo’s Moxi GO II Flow Cytometer can be applied towards the tracking of cellular mitochondrial potential in response to the applications of two pharmacological agents, sodium azide (“azide”) and camptothecin.
Surface area analysis is a common particle measurement methodology that provides data relevant to a material’s adsorption and dissolution properties, as solid particles primarily interact with other media through their surface area. It is possible to determine multiple characteristics of solid materials by assessing the volume of an inert gas that it can adsorb, and the pressure required to push the gas into a porous structure. It is also possible to assess the interaction of gases with the free surfaces of powder particles. Both techniques provide critical insights for manufacturing of dosage form pharmaceuticals.
The Horiba SA-9600 series is suitable for both single- and multi-point surface area analysis with a range of 0.10 – 2,000 square meters per gram.
Brunauer-Emmett-Teller (BET) surface area analysis is the multi-point measurement of an analyte’s specific surface area (m2/g) through gas adsorption analysis, where an inert gas such as nitrogen is continuously flowed over a solid sample, or the solid sample is suspended in a defined gaseous volume. Small gas molecules adsorb to the solid substrate and its porous structures due to weak van der Waals forces, forming a monolayer of adsorbed gas. This monomolecular layer, and the rate of adsorption, can be used to calculate the specific surface area of a solid sample and its porous geometry, informing studies into the reactivity and bioavailability of pharmaceutical products.
The Horiba SA-9600 can measure BET surface area at a range of 0.10 to > 2,000 m2/g for intervals of just 6 minutes.
Particle morphology refers to its form, shape, and its physiochemical or biochemical structure. Analysing particle shape and morphology can provide significant insights into the characteristics of a material and its practical applications, as well as its genesis.
There are numerous applications for the observation of particle shape and morphology, including the assessment of drug efficacy and quality control of industrial surface treatments. The FlowCam series of particle counters is equipped to perform particle shape and morphology analysis, with additional parameter considerations for application-specific purposes. Sub-visible proteins of below 10 micrometers (μm) can be quantified using the FlowCam Biologics, while larger particles of between 50 µm – 5000 µm can be morphologically measured using the FlowCam Macro.
Today microscopic examination and counting and sizing of small particles is commonplace, Meritics work with Yokogawa Fluid Imaging Technologies (YFIT) and their FlowCam Image Analyser range can size from 300nm to 5mm in range, this takes the tedium involved away and frees up the scientist to analyse data comprehensively.
Electron microscopes probe the size range below the limit of optical microscopy and a scanning technique enables pictures of the surface features of even very delicate surfaces to be made in exquisite detail.
Most recently our scientists have been sizing sugar samples on the FlowCam 8000 to measure the size and to give an image of the particles.
Particle Count Analysis is a broad field of particle analysis, using multiple techniques and methodologies to acquire data about the density and concentration of solid, liquid, or gaseous particles in a sample. High-sensitivity imaging technology, electrical sensing zone (ESZ) techniques, and light obscuration methods are all used to measure the concentration or volume of particles, with proven applications in material characterisation and environmental studies.
At Meritics, we provide Laboratory Analysis using a range of particle counters, including the Multisizer 4e which uses Electrical Sensing Zone analysis; the Spectradyne nCS2 uses resistive pulse sensing to count and size from 2um down to 50nm and the FlowCam range which uses Dynamic Imaging.
Beckman Coulter Multisizer 4e, with a range of 0.2µm to 1600µm is widely used in many areas: Life Sciences such stem cells, cell biology, and Industrial such as toner, ceramics, sediments etc. as well as Pharmaceutical applications.
The Coulter Principle (also known as ESZ – Electrical Sensing Zone) is hailed as probably the most significant advance in the field of particle technology, and tens of thousands of Coulter Counter instruments are in regular use worldwide.
Most recently our scientists have been running a lot of water samples on the Multisizer 4e to measure contaminants.
The Spectradyne’s nCS2 TM has taken the Coulter Counter method and re-engineered the principle, it is now possible to count and size individual particles down to 50nm.
The Spectradyne nCS2TM instrument provides a unique platform for the rapid quantitative measurement of Nanoparticle size in solution.
The instrument measures individual nanoparticles to produce particle size distributions with quantitative concentration information for particles from 40nm to 2000nm in size. Not relying on optical technology, the Spectradyne system can be used for protein aggregation studies, extracellular vesicle analysis, nanomedicine, virus studies etc.
Disposable microfluidic cartridges eliminate cross contamination and make operation simple and straightforward from just 2-3µl of sample.
Spectradyne’s nCS1 instrument and associated analysis cartridges, are based on Spectradyne’s patented nanoparticle analyzer (NPA) technology. The heart of the instrument is the microfluidic cartridge, which allows the electrical detection of nanoparticles as they pass one by one through a nanoconstriction. Particles larger than the nanoconstriction are removed before reaching it by filters that are built into the cartridge.
No pre-filtering of the sample is required by the user.
Today microscopic examination and counting and sizing of small particles is commonplace, Meritics work with Yokogawa Fluid Imaging Technologies (YFIT) and their FlowCam Image Analyser range can size from 300nm to 5mm in range, this takes the tedium involved away and frees up the scientist to analyse data comprehensively.
Electron microscopes probe the size range below the limit of optical microscopy and a scanning technique enables pictures of the surface features of even very delicate surfaces to be made in exquisite detail.
Most recently our scientists have been sizing sugar samples on the FlowCam 5000 to measure the size and to give an image of the particles.
Immunophenotyping (CD marker labeling) PBMC’s with Orflo’s Moxi GO II
Peripheral Blood Mononuclear Cell (PBMC) purifications are a critically important cell preparation in a broad range of research and clinical studies including such profound applications such as HIV research, cancer immunotherapy, cord blood banking, regenerative medicine and fundermental studies of cytokine-based immune responses.
In this application nmote we demonstrate how Orfl’s Moxi GO II can be applied towards the characterisation on PBMC preparations.
Monitoring yeast counts, visability and metabolic activity in brewing with Orflo’s Moxi GO II
At the core of the brewing process is the conversion of sugar into alcohol by yeast. Beyond the initial selection of the yeast strain, the understanding of the shifting characteristics of the yeast in the wort, relative to the constant-changing environmental conditions, is critical. At a bare minimum brewqers need to maintain proper concentrations of yeast throughout the process by adding or “pitching”, yeast at various timepoints. The Moxi GO II is ideally and uniquely suited to enabling yeast monitoring in brewing.
GFP Transfection Efficiency Monitoring with Orflo’s Moxi GO II
Cell transfection and transduction refer to an array of techniques used to introduce foreign genetic material, or cloning vectors, into cell genomes.
Orflo’s Moxi GO II is ideally and uniquely suited to fulfilling researchers needs for transfection monitoring
Rapid Apoptosis Monitoring using Annexin V and Orflo’s Moxi GO II
Cellular Aptosis is a sophisticated mechanism employed by cells to carefully control death in response to cell injury. Commonly referred to as “programmed cell death”, apoptosis progresses through a systematic signalling cascade that results in characteristic, directed morphological and biochemical outputs in the cell.
Orflo’s Moxi GO II is ideally and uniquly suited to fulfilling researchers needs for apoptosis monitoring.
The effects of caking on the dynamic flow of cohesive powders
Caking or the bonding of particles due to inter-particle cohesion has a huge effect on the behavior of
powders. Strong bonds between particles can prevent materials from exiting silos and storage
containers. However, under dynamic conditions, caking can actually improve the flow properties of the
material. Caking in powders occurs in two ways. Under static conditions as in storage containers and
silos, caking occurs due to particles being pressed together by the force of gravity acting on a column
of material or by external forces. Generally the stronger the forces acting on the material the stronger
the bonds between cohesive particles. Under dynamic conditions, caking occurs due to particles
smashing together as they flow. This type of caking is also referred to as agglomeration, clumping or
granulation. Dynamic conditions are defined as situations where a powder is moving under the
influence of gravity or by mechanical convection. In industry, powders are typically stored under static
conditions but are used under dynamic conditions. Therefore, the characteristics of the material after
storage under static conditions as well as the stability of the material under dynamic conditions are
critical to the successful use of the material. In this study, the effects of caking under static and
dynamic conditions on the dynamic flow characteristics of powders are analyzed. Powders with
different degrees of inter-particle cohesion are studied using uni-axial compression to simulate static
conditions and a rotating drum to simulate dynamic conditions. The assessment of the inter-particle
cohesion of the material is achieved by measuring the unconfined yield strength of the material after a
consolidating stress has been applied. It is found that caking due to inter-particle cohesion under both
static and dynamic conditions directly affects the dynamic flow characteristics of powders and also can
create instabilities in these characteristics as the materials are subjected to dynamic forces. The
dynamic flow characteristics measured include avalanche energy and dynamic density. It is also found
that the level of caking in a powder can be assessed by measuring the changes in its dynamic flow
characteristics before and after exposure to static and dynamic conditions.
Testing Powders for Additive Manufacturing Applications
The Revolution Powder Analyser has been used extensively to test the flow properties of metal and
polymer powders used for additive manufacturing applications. The tests that have been proven to be
suited to additive manufacturing applications include the flowability test, the packing test, the multi
flow test, caking test,and the electrical charge analysis.
Testing Powders for Additive Manufacturing Applications
The Revolution Powder Analyzer has been used extensively to test the flow properties of metal and
polymer powders used for additive manufacturing applications. The tests that have been proven to be
suited to additive manufacturing applications include the flowability test, the packing test, the multi
flow test, caking test,and the electrical charge analysis.
The Evolution Powder Tester versus traditional yield strength tests
The Evolution Powder Tester is designed to measure the unconfined yield strength of powders and
granular materials quickly, accurately, and repeatably. The heart of the design is the analysis cell
The Evolution Powder Tester compared to Shear Testers
The Evolution Powder Tester is used to compare the behaviour of materials under consolidated load. The
only other instruments available for this type of test are powder shear testers. The Evolution was
designed specifically as an alternative to shear testers for many reasons, download the full paper to the right:
ASTM COMMITTEE
B09 WORKSHOP
ON POWDER
CHARACTERIZATION
New powder characterisation tests such as the rotating drum and the
Freeman FT4 rheometer have been introduced in recent years. These instruments have yet to be standardized for use with metal powders. Greg Martiska,
Mercury Scientific Inc., presented the results of testing with the Revolution
Powder Analyser and Joe Tauber, Kennametal Inc., presented data from testing with a Granudrum. The third workshop participant was Tim Freeman,
Freeman Technology, a Micromeritics company. He presented the test results
obtained using the FT4 rheometer.
Mercury Scientific has developed testing proceedures to study the flow properties of powders and
granular materials. These proceedures allow users of Mercury Scientific instruments to measure all
aspects of the flow behavior of their materials. The data produced by these tests is useful for
formulating powders, predicting powder behavior and quantifying powder quality.
Unconfined Yield Strength and the Flow of Powders and Granular Material
Powders and granular materials are made up of freely moving particles and air. For powders, the
particles are small, ranging in size from nanometers to microns. For granular materials, the particles are
typically in the millimeter size range. Because they are made up of freely moving particles and air,
powders and granular materials exhibit properties of both solids and liquids. Under certain conditions,
they may behave more like liquids and flow easily. Under other conditions, they may behave more like
solids and not flow at all or even become solid. In order to understand their behaviour, it is necessary to
measure how powders and granular materials behave under different conditions.
Industrial Applications Spreadability of AM Powders
Identifying, quantifying, and determining the root causes of specific spreadability issues with AM
powders
Powders used in the AM industry either they spread well or they do not. Poor powder spreading is due to
specific issues with the powder or printer parameters. Therefore, the specific spreadability issues must be
identified and quantified so that the root cause of the issue can be determined and corrected. Data is
presented in identifying and quantifying various spreadability issues including low layer density, low
layer thickness, non-uniform layer coverage, channeling, and layer waviness. The root causes of these
issues are determined, and corrective actions are presented.
Industrial Applications Caking and Agglomeration Testing
Pressure-Temperature-Humidity-Time
Powders and granular materials are unique in terms of
industrial materials in that they can remember their stress
and environmental history. In other words, a powder can
change depending on how it is handled and stored. For
example, if a powder is stored in an industrial tote
containing a 1 ton mass, the gas in the powder will be
removed (compressibility) and the powder particles may
form large particles (agglomerates) due to the pressure
acting on the particles. If stored long enough in this way,
the powder may actually become a solid (caking). When the
pressure is removed, the powder may or may not go back to
its original condition before storage.
A comparison of the spreadability and flowability of metal powders for AM applications
The ability of a powder to form a consistent layer in an additive manufacturing (AM) machine is critical to producing high quality parts. This ability is referred to as powder spreadability. There are many official and unofficial definitions of powder spreadability but there is no consensus on how to test it. Many machines have various in situ techniques for analyzing powder layer formation, but these techniques are more for process monitoring than predictive testing. Several tests and test devices have been proposed.1-4 These include test beds that automatically spread a test powder, and manual spreading devices. Typically the measurement performed is an optical analysis of the top surface of the powder layer. In some cases, the density of the layer is measured by weighing the powder and calculating the spread layer volume.
Evaluating the spreadability of metal powders for additive manufacturing applications using a
SpreadStation Powder Analyser
The spreadability of several metal powders manufactured for additive manufacturing applications is
measured for a range of layer thicknesses under different application conditions including a range of
spreading speeds, different spreader geometries, a range of powder feeding geometries and spreader
application pressures and different environmental conditions. The powder spreadability analyzer used for
the measurements is a new instrument commercially produced by Mercury Scientific Inc. Data presented
include spreading efficiency, mass per spreader travel and spreading uniformity per spreader travel.
Evaluating the sensitivity of virgin and recycled Additive Manufacturing powders to segregation and humidity
Powders can change their flow properties as they are handled and used. They also can become more
sensitive to segregation on handling and environmental conditions. This means that a powder that has
been used or recycled may change its behaviour due to handling and environmental exposure more than
virgin material. This behaviour is evaluated by testing the flow properties of virgin and used Additive Manufacturing powders
with the Revolution Powder Analyser before and after exposure to segregation pressure and different
environmental conditions.
Revolution measurements for Additive Manufacturing
Rotating drum rheometers have been widely used to study powders for Additive Manufacturing applications for over 15 years and powders in general for roughly 40 years. The concept of studying powder flow behaviour in a
rotating cylinder or “drum” was presented in Kaye et al in 1995. Powder was placed in a clear
cylinder with a light source in front of it. An array of photocells was places behind the cylinder. The
cylinder or drum was rotated, and the sample powder would prevent or allow light from light source to
reach the photocells. In this way, the avalanching behaviour of the powder could be studied. This concept
was commercialised under the name Aero-Flow in 1996 by Amherst Process Instruments. As a result of
this detection method, the Aero-Flow could only measure the time between avalanches.
The best detection method to study powder in a rotating drum is naturally a digital imaging device.
However, in the 1990’s digital imaging devices and processing systems were expensive, and the time
required to analyse a single image was roughly 20 to 30 seconds. This situation changed rapidly at the
end of the 1990’s with increases in computer processing speed and development of inexpensive digital
imaging devices. A commercial instrument using a digital camera to image the powder in the drum was
developed by Mercury Scientific Inc. in 2002 and was commercialised under the name Revolution
Powder Analyser.
Geometry can play a crucial role in the performance of fibres in
different applications. Shape factors that influence performance
include length (i.e. size of the longest dimension of the fibre), width
(i.e. size of the shortest dimension), and curl. Despite the importance
of fibre geometry, many conventional particle sizing measurements
struggle to accurately capture the morphology of these particles.
Volumetric-based particle sizing methods such as laser diffraction
and Coulter Counters assume particles exhibit spherical geometry
and only report equivalent spherical diameter (ESD) measurements.
Manual microscopy, the primary method used for measuring fibre
length and width, is low-throughput and labour-intensive to perform.
Flow imaging microscopy (FIM) instruments like FlowCam are an
automated, high-throughput alternative to manual microscopy for
fibre analysis. VisualSpreadsheet® software acquires and analyses
images of fibrils, providing automated measurements of not only
fibre length and width but also fibre straightness and curl from
particle images similar to those obtained via manual microscopy
(Figure 1). As FIM instruments capture fibre images in a flowing
fluid, this technique offers much higher throughput than manual
microscopy. These features make FlowCam an ideal instrument for
rapid, automatic fibre analysis.
Fibre measurements in VisualSpreadsheet
Most particle imaging systems use Feret measurements to determine
the length and width of particles. Feret measurements involve finding
edges on opposite sides of a particle that are parallel to each other
and measuring the distance between these edges. The shortest
Feret measurement is reported as particle width, and the longest
is reported as particle length (Figure 2). These Feret measurements
are recorded as the “Length” and “Width” parameters reported
by VisualSpreadsheet. While these measurements are accurate for
symmetric and straight particles, Feret measurements dramatically
undersize the length and oversize the width of curved particles.
VisualSpreadsheet also records Geodesic measurements of particle
lengths and widths. Geodesic measurements account for the arcing
of particles like fibres, thus providing a more accurate representation
of fibre length and width (Figure 2). In VisualSpreadsheet, these fibre
measurements are reported as geodesic length and geodesic thickness.
Figure 3 shows a comparison between these measurements for a
straight fibre and for a curved fibre. Reported values for length (Feret)
and geodesic length of the straight fibre are relatively similar, as are
those for width (Feret) and geodesic thickness. When these values
are compared for the curved fibre, the length (Feret) measurement
is much lower than the geodesic length measurement, and width is a
much larger value than the geodesic thickness measurement. While
the length (Feret) measures the long-axis distance covered by the
particle, the geodesic length factors the curvature of the particle into
its reported length and is thus more accurate. Similarly, the geodesic
thickness is more accurate as it primarily accounts for the width of the
particle and not the short-axis distance covered by the particle.
Other fibre measurements available in VisualSpreadsheet include
fiber straightness and fibre curl. Fiber straightness is the ratio
of length (Feret) to geodesic length. Higher straightness values
indicate better agreement between the Feret and geodesic length
measurements, corresponding to straighter particle geometry.
Fiber curl is calculated by dividing geodesic length by length (Feret)
and subtracting one. A particle with a fibre curl of zero is perfectly
straight and increasing curl values indicating higher degrees of
curling. Figure 4 shows fibre measurement data for a curved wood
fibre with a relatively high fibre curl value and relatively low fibre
straightness value.
Using fibre measurements to evaluate samples
In applications where fibre morphology is important for quality
control of fibrous materials, VisualSpreadsheet can be used to
build and save custom filters that automatically report counts and
concentrations of particles matching a particular specification. For
example, if fibre straightness is of concern, pre-built filters can
automatically report a percent of fibres that meet or exceed a user defined
fibre straightness threshold.
Figure 5 shows data for custom value filters created for bleached
softwood cellulose microfibrils at a specific stage of the refining
process. For this example, at least 50% of the fibres must have fibre
straightness ≥ 0.75 for a lot to pass quality control. After each lot of
fibres is analysed, the filter bins instantly populate with a percentage
of particles matching the passing criteria, allowing operators to
quickly assess whether a particular lot has passed.
An added benefit of VisualSpreadsheet is the ability to directly
interact with the filter grid and data plots. By selecting the “Pass –
Fibre Straightness 0.75+” filter, particle images that match the filter
will automatically display in the View Window (Figure 6, next page).
These particle images can then be sorted, selected, and/or saved.
Regions of histograms or scatterplots that contain particles matching
the filter will also be highlighted. Data can be easily exported into
Excel or as a PDF document for a seamless reporting and archiving
process.
Conclusion
FlowCam is a powerful analytical tool that expedites and streamlines
fibre analysis. Integrated fibre morphology parameters include
geodesic length, geodesic thickness, fibre straightness, and fiber curl.
Using these measurements, FlowCam provides more accurate and
reliable data than volumetric-based methods and offers a significant
time-savings over manual microscopy. The option of building custom
filters in VisualSpreadsheet allows for instantaneous reporting of
results at the conclusion of sample analysis, saving users time and
effort in assessing fiber quality.
Investigating the Particle Size, Molecular Weight and Thermal Denaturation of Lysozyme
Lysozyme is a commonly used enzyme for lysing Gram-positive bacteria. The comparatively simple structure and low cost make it a popular model in much current biological research.
In this application note, with the BeNano 90 Zeta, the particle size of lysozyme was measured and the molecular weight of lysozyme was calculated through the empirical Mark-Houwink equation. The study on the lysozyme denaturation at high temperature has been successfully carried out, by utilizing the precise temperature-control system of the BeNano 90 Zeta.
Zeta Potential Measurement of Powdered Coffee Creamer Using the BeNano 90 Zeta
Zeta potential is a scientific term for electrokinetic potential in colloidal dispersions. One of the factors to affect the zeta potential values is the chemical composition at the particle surface, and the solution environment in which the particles are dispersed. In this application note, the relation between the zeta potential and pH is investigated by measuring the zeta potentials of a commercially available powdered coffee creamer in different pH environments.
Using the BeNano 90 Zeta to Measure the Zeta Potential of Bovine Serum Albumin
The BeNano 90 Zeta provides accurate and rapid characterization of particle size and zeta potential of Bovine Serum Albumin (BSA) in an aqueous solution as will be detailed in this application note. The results show the BeNano 90 Zeta’s capability in low molecular weight proteins particle size and zeta potential measurement, even though the scattering intensity is weak.
In all product development, the particle size of products and materials is a critical parameter in their manufacture. Changing the particle size distribution of a material has a massive impact on its characteristics and behaviour either during manufacture, within the final product or on its effects within the environment.
The Meritics Lab offer a range of measurement techniques and particle size analysis testing methods that cover virtually all materials — wet or dry, ranging from >1 nm to 5 mm in size. Our expert scientists can help select the most appropriate test for your material/system from the following:
Laser Diffraction
Dynamic Light Scattering
Electrical Sensing Zone
Dynamic Imaging
Sieve
Depending on the technique used, we can report:
Particle size distribution – weighted to volume, number or surface area
Polydispersity
Additionally, Meritics offer a fully validated method development service.
Get in touch for a quote or to find out more about how we can support you ….
Laser diffraction analysis is based on the Fraunhofer diffraction theory. The intensity of light scattered by a particle is directly proportional to the particle size. The angle of the laser beam and particle size have an inversely proportional relationship, where the laser beam angle increases as particle size decreases and vice versa. The particles are placed in a flow cell between the laser and its focal point. The material is analysed using its laser scatter pattern.
The technique of laser diffraction requires the ability to measure the angle of diffraction of the laser light in order to ascribe a size to the particle. For relatively large particles such as 20µm, this is relatively easy as the intensity minima are well defined, see below:
However, once the size gets below 1µm, there is little or any discernible shape to the intensity ‘curve’ making the discernment of any angular variation virtually impossible below approx. 0.4µm.
Some manufacturers take the intensity data down to this size level and then make effectively; an educated guess; at the data below in order to show something down to 0.1µm. Beckman Coulter developed a patented detection system ‘Polarisation Intensity Differential Scattering’ (PIDS) to overcome the limitations of laser diffraction in this region. Particles scatter polarised light by differing amounts. By combining vertically and horizontally polarised light with multi-wavelength measurements, a much more accurate and reliable measurement can be made below 0.4µm.
The approach has been validated by many of the other manufacturers trying to partially copy this by adding additional wavelength measurements.
The most Modern Beckman Coulter LS 13320 XR system can now produce real data down to 10nm using the Patented PIDS system.
Our scientists work with clients across many industries and are experienced in measuring a variety of samples from dry powders such as sugars, soils and sediments to emulsions. If your samples are soluble in water we can measure them in a non-aqueous dispersant, or use a surfactant if it wets poorly. Additionally, we can report means weighted results according to volume, number or surface area.
For submicron particles, the principle of Brownian Motion can be used, as in the Beckman Coulter DelsaMax. Particles suspended in a liquid are in a constant state of random movement or vibration due to the molecular bombardment.
The smaller the particle, the faster it will move. Analysis of the frequency change of scattered laser light pattern is made by auto-correlation spectroscopy, from which average particle size and particle distribution are calculated, the only contestants with this method are the liquids refractive index and viscosity or temperature need to be known. DLS has an overall effective size range of 0.4nmm to 10m.
Our most recent work has been with a lot of university establishments working with crude oil.
Beckman Coulter Multisizer 4e, with a range of 0.2µm to 1600µm is widely used in many areas: Life Sciences such stem cells, cell biology, and Industrial such as toner, ceramics, sediments etc. as well as Pharmaceutical applications.
The Coulter Principle (also known as ESZ – Electrical Sensing Zone) is hailed as probably the most significant advance in the field of particle technology, and tens of thousands of Coulter Counter instruments are in regular use worldwide.
Most recently our scientists have been running a lot of water samples on the Multisizer 4e to measure contaminants.
Spectradyne’s nCS2TM has taken the Coulter Counter method and re-engineered the principle, it is now possible to count and size individual particles down to 50nm.
The Spectradyne nCS2TM instrument provides a unique platform for the rapid quantitative measurement of Nanoparticle size in solution.
The instrument measures individual nanoparticles to produce particle size distributions with quantitative concentration information for particles from 40nm to 2000nm in size. Not relying on optical technology, the Spectradyne system can be used for protein aggregation studies, extracellular vesicle analysis, nanomedicine, virus studies etc.
Disposable microfluidic cartridges eliminate cross contamination and make operation simple and straightforward from just 2-3µl of sample.
Spectradyne’s nCS2 instrument and associated analysis cartridges, are based on Spectradyne’s patented nanoparticle analyser (NPA) technology. The heart of the instrument is the microfluidic cartridge, which allows the electrical detection of nanoparticles as they pass one by one through a nanoconstriction. Particles larger than the nanoconstriction are removed before reaching it by filters that are built into the cartridge.
No pre-filtering of the sample is required by the user.
Today microscopic examination and counting and sizing of small particles is commonplace, Meritics work with Yokogawa Fluid Imaging Technologies (YFIT) and their FlowCam Image Analyser range can size from 300nm to 5mm in range, this takes the tedium involved away and frees up the scientist to analyse data comprehensively.
Electron microscopes probe the size range below the limit of optical microscopy and a scanning technique enables pictures of the surface features of even very delicate surfaces to be made in exquisite detail.
Most recently our scientists have been sizing sugar samples on the FlowCam 8000 to measure the size and to give an image of the particles.
For the characterisation of bulk goods of different forms and sizes, the knowledge of their particle size distributions is essential. The particle size distribution, i.e. the number of particles of different sizes, is responsible for important physical and chemical properties such as solubility, flowability and surface reaction.
In many industries such as food, pharmaceuticals and chemistry traditional sieve analysis is the standard for production and quality control of powders and granules. Advantages of the sieve analysis include easy handling, low investment costs, precise and reproducible results in a comparably short time and the possibility to separate the particle size fractions. Therefore, this method is an accepted alternative to analysis methods using laser light or image processing.
Particle Size measurement of High-concentration Pigment Samples with DLS Technology
The particle sizes of high concentration pigments (red and yellow samples) had been characterized successfully by the DLS technology of the BeNano 90 Zeta. Using the capillary sizing cell compatible with the BeNano 90 Zeta, even samples with high concentrations and low transmittance can be analyzed to yield reliable and accurate results.
Why particle characterisation is important in chemical industries
Particle characterisation is a crucial process in the automotive industry that involves the analysis and understanding of the properties and behaviour of particles present in various automotive components. These particles can be found in engine lubricants, brake pads, fuel, and many other materials used in cars.
By characterising these particles, engineers can gain valuable insights into their size, shape, composition, and distribution. This information helps them in designing and developing more efficient and reliable automotive parts. For example, understanding the particle size distribution in engine lubricants can help engineers create lubricants that provide better protection and reduce friction, leading to improved engine performance and fuel efficiency.
Particle characterisation also plays a vital role in ensuring the safety of automotive components. By analysing the particles in brake pads, engineers can determine their wear rate and composition, helping them develop brake pads that offer optimal stopping power and durability.
Overall, particle characterisation in the automotive industry is a crucial science that enables engineers to create better-performing and safer automotive components, resulting in a smoother driving experience for all.
Case study
Pellentesque habitant morbi tristique senectus et netus et malesuada fames ac turpis egestas. Suspendisse posuere ante vitae ligula aliquet, nec pharetra dolor dapibus. Sed laoreet nisi dui, ut rutrum risus porttitor a. Nunc at viverra felis. Morbi ornare magna nec tortor rutrum interdum. Donec interdum facilisis elit, et iaculis nunc facilisis vitae. Sed quis semper dolor, id efficitur ex. Fusce arcu purus, condimentum eget maximus et, placerat sed felis. Sed mollis lacus ac tempus vulputate. Morbi lacinia augue quis purus sodales, id ornare metus cursus. In varius, enim vel consequat condimentum, tortor nulla eleifend mauris, non fermentum ex odio pulvinar nisi. Ut facilisis enim sed metus imperdiet malesuada et euismod augue. Sed viverra turpis facilisis lectus rutrum ornare.
Measuring the Size of Self-Assembled Surfactant Micelles
at Different Temperatures and Concentrations
In this application note, a non-ionic surfactant micelle Tween 20 and an ionic surfactant micelle SDS were studied by investigating their particle sizes and the effect of temperature on their phase behaviors through dynamic light scattering (DLS) technology.
Investigating Size, Zeta Potential, and Molecular Weight and Evaluating Stability of BSA Solution
Three light scattering technologies, i.e., DLS, ELS, and SLS, are incorporated in the BeNano 90 Zeta to enable the measurements of size, zeta potential, and molecular weight, respectively. In this application note, the sizes of BSA in three dispersants are measured, showing the size trend when using different types of dispersants. Then, the molecular weight Mw of BSA is obtained by the BeNano 90 Zeta and shows excellent agreement with the Mw provided by the GPC system. Finally, by utilizing kD, zeta potential, and A2, the stabilities of BSA protein in different dispersants were successfully evaluated and sorted.
Meritics provides comprehensive contract analytical services across all sectors
If you don’t have a particle analyser, or perhaps your current particle characterisation capability is at capacity, then why not use our Contract Particle Characterisation Laboratory to provide the sample analysis data you need?
Our team of experienced particle technologists are available to help you obtain measurement data you need quickly, whether it be a particle size distribution from a laser particle size analyser, using our dynamic light scattering instruments for zeta potential measurements, or our gas adsorption analysers for surface area and pore volume determinations, we offer a comprehensive range of analysis options on our wide range of particle characterisation instrumentation. From nanoparticle size analysers to millimetre sized particle imaging systems, we can usually.
We are happy to run one-off samples, you can submit samples on a regular basis, or we can run a batch of samples for a research or development project, whatever your needs you’ll find our service great value for money.
Our in-house laboratory offers the following particle characterisation analysis at competitive rates
Not ready to commit to buying your dream particle characterisation instrument?
Hiring an instrument can help you through periods of high workload, provide useful data whilst you justify its acquisition or carry out a small research project.
Meritics has a number of particle characterisation instruments for hire/rental.
Whether you need something for a day, a week, a month or a year contact us to see how we can help you get the data you need in a timely but economic way.
Instruments that can be hired include:
Laser particle size analysers
Coulter Counters
BET surface area analysers
Viscometers
Rheometers
Powder flow analysers
Particle shape analysers
Pore size analysers
Zeta Potential Analysers
If you do not see what you need, please contact us, we probably have it!
Depending on the instrument required we can either ship a system to you for immediate use, or our applications team can deliver, install and if required, train your people on its operation so that you start getting valuable data from the start of the hire.
We understand that there may be occasions when budget or time constraints prohibit the purchase of new equipment: we offer a range of options and equipment for hire along with practical support from our expert engineering team.
Benefits of Hire
Ideal to fulfil short term projects
Boost in-house capacity when workload is high or timescales are compressed
Increase breadth of capability – without capital expenditure
Rental periods from a day to a week to a month, year or longer
Delivery, installation, commissioning and training from a member of Meritics team
Meritics specialists are always here to support you and your instrument
Regardless of whether you’re a novice or seasoned laboratory professional, our team of expert trainers combines extensive laboratory experience with advanced teaching techniques to enhance your skills and empower your research endeavors.
Expert installation service minimise disruptions to your lab.
Manufacturer trained engineering team
Over 100 years’ combined experience in particle characterisation instrumentation and techniques
Training on instruments or a specific analysis technique can be provided on-site or in our laboratory.
While it would be ideal for your instrument to function indefinitely, we acknowledge that breakdowns can occur. In such instances, rest assured that we are here to support you when these situations arise.
We only work in the UK so we can offer a faster more personalised service.
95% We ‘fix-it-right-the-First-Time’
Support provided over the phone from our head office in the UK or on-site by one of our field engineers