
Mercury Scientific
Revolution
Powder Flow Analyser
- Automatic and easy to load
- All-in-one system with temperature control
- Ultra small footprint

-
Flow
Powder flowability is defined as the ease with which a powder will flow under a specified set of conditions. Some of these conditions include: the pressure on the powder, the humidity of the air around the powder and the equipment the powder is flowing through or from. For some applications, ease of flow is simply defined by whether the powder flows or not, the so called “go no-go” approach. The only question is: Will the powder flow through the system or not? For other applications, the rate and consistency of the powder flow is important.
The following are some process examples where the flow rate and consistency is important: a powder die that must be filled with the same amount of powder each and every time or a consumer product that must flow smoothly out of a small container.
Any device used to test powder flowability must take the application problems and processing conditions into account to supply relevant data to the user. The powder in the test device must be in the same state as it is in the process being studied. This ensures that the flow analysis will be applicable to the problem.
The REVOLUTION Powder Analyser is the perfect powder tester for measuring the following:
- the flowability of powders in low stress situations
- to study how the powder behaves once it is flowing in all applications
- to determine the condition of the powder as it moves through a process.
A flowability method is created by selecting the time and rate of rotation based on evaluated process conditions. 10-500cc’s of sample are placed inside of the measurement drum. The instrument is run for a set number of avalanches or data points.
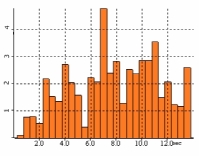
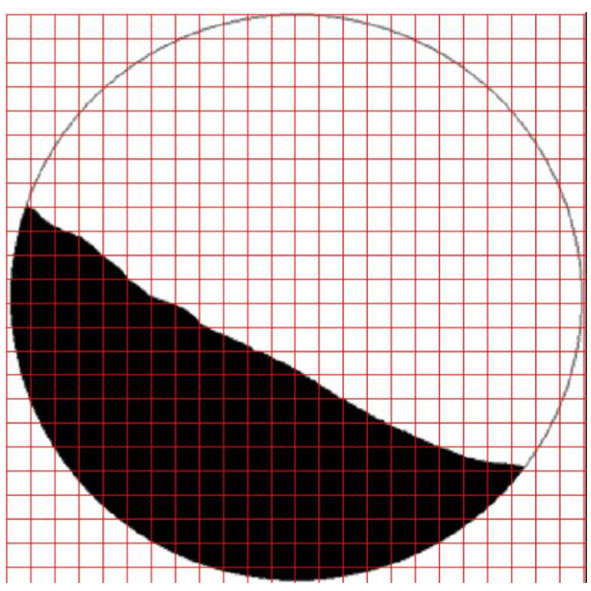
The instrument measures 20 parameters relating to the behavior of the sample in the drum including avalanche energy, break energy, surface fractal, sample density, avalanche angle, etc. The standard deviations for all of these measurements is also calculated. Figure A presents the energy level of the powder in the sample drum over time.

The REVOLUTION Powder Analyser calculates the power average by measuring the change in the power of the powder for each avalanche. The avalanche spectrum shows graphically the total power amplitude at each avalanche frequency in Figure B.
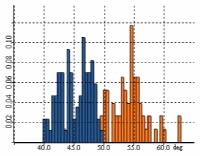
The cumulative powder spectra provides an excellent tool for comparing the flow properties of different powders (Figure C). The lower the avalanche time and energy, the better the powder flows.
The REVOLUTION Powder Analyzer also measures avalanche angle and rest angle of each avalanche. This Angle Graph displayed in Figure D indicates the angles required to start and continue the flow of the powder. The rest angle is typically very close to the angle of repose of the material. The advantage of the RPA is that these measurements can be made hundreds of times providing a repeatable average as well as a range for each parameter measured.
The REVOLUTION Powder Analyser measures many parameters to help determine the difference between powders and establish parameters for predicting powder performance. These measurements include fractal dimension, powder volume and surface linearity. Once the flowability test has been completed, the software will provide the user with the statistical analysis.
-
Fluidisation
A powder is fluidised when a gas is injected into the powder causing the powder particles to separate and enter a fluid like state. The properties of the powder, as well as the pressure and temperature of the gas, determines the degree of fluidisation. For fine powders, the gas pressure required to fluidise the particles is very low. This low pressure can be created by rotating the powder in a drum. Varying the rate of drum rotation results in changes of the fluidisation pressure. The fluidisation of a fine powder can be studied by measuring the volumetric expansion of the powder in a rotating drum as a function of the rotation rate of the drum.
The following are some process examples where the flow rate and consistency is important: a powder die that must be filled with the same amount of powder each and every time or a consumer product that must flow smoothly out of a small container.
In addition, the rate at which a fluidised fine powder settles to its original state can be measured by stopping the rotation and reducing the fluidisation pressure to zero.
The REVOLUTION Fluidisation Test measures a powder’s volume increase at specified angular velocity intervals in a rotating drum to create a fluidisation function for the powder. During the fluidisation test, the rate of decrease in the powder’s volume is measured to create a settling function for the material. Appropriate powders for the REVOLUTION Fluidisation test include: toners, catalysts, powder coatings, and other powders with low pressure fluidisation potential.
There are four optional process steps to the Fluidisation Analysis: Prep, Settling, Analysis, and Settling. These four steps are discussed below.
-
Prep Step
Within the Prep Step, the user can rotate the powder at a chosen rotation rate and length of time to completely fluidise the material. This step will allow the user establish a repeatable initial fluidised state for this analysis. This prep step can be skipped if the user wishes to study the fluidisation of the material in its original state. -
Settling Step
If the material has been fluidised in the prep step, the material must return to its un-fluidised state to perform the fluidisation analysis. In this step, the rotation of the drum is stopped for a specific length of time or until the volume of the sample reaches its original state. The rate at which the powder’s volume decreases is measured and is used to create a settling function. -
Fluidisation Analysis Step
During the analysis, the user sets the start and end drum rotation rate with the desired step rate. REVOLUTION will begin the drum rotation at the specified start rotation rate, stepping up the rate at the desired intervals until the end rotation rate is achieved. The user can chose to ramp up the angular speed at any desired intervals to achieve the equilibrium fluidised state.
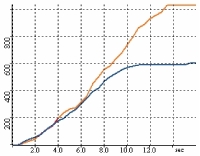
After a specified equilibration time has elapsed at the end rotation rate, REVOLUTION will begin computing the statistical measurements described below for this fluidisation analysis step. In Figure A, the statistical analysis shows the operator the rate at which the powder fluidised by the increase in the overall volume. In Figure B, the fluidisation test results are shown for two different powder samples: one sample fluidises at a faster rate than the other.
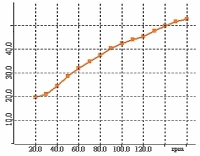
Figure A – Fluidisation function sampkle height v.s rotation speed
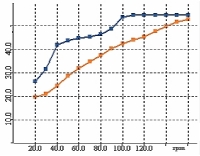
Figure B – Overlay of Fluidization Function for 2 samples
After the fluidised analysis, the REVOLUTION Powder Analyser measures the settling time of the powder. This settling time is valuable for anyone who is fluidising a coating for example and needs to know the amount of time required for the powder to settle on the coating surface. In Figure C, the analysis shows the operator the rate at which the powder settled after the fluidisation operation had been stopped.
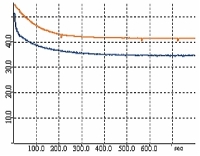
Figure C – Overlay of settling rate for two samples
-
-
Multi-Flow
Powders can behave very differently depending on the amount of energy they are subjected to as they move through handling equipment. One powder may flow more evenly as it is subjected to more mechanical energy while another powder may become more erratic. This behavior can be studied using the REVOLUTION Multi-Flow test method. In the multi-flow method, the sample drum speed is increased gradually over time and the sample powder’s behavior is measured.
The Multi-Flow Analysis studies how a powder or granular material transitions from avalanching to continually flowing as it is subjected to faster speeds. By gradually increasing the rotation speed in the Multi-Flow Analysis, the user can evaluate the speed at which their powder is no longer avalanching in their process but flowing continuously. This data can be used to predict how powders will behave in high speed equipment.
Before analysis, the samples are prepared by rotating the sample drum at a fixed speed for a fixed time. In this case, the preparation consisted of rotating the powder drum at 20 RPM for 30 seconds to aerate the sample. The prep time and rotation speed are user programmable and are selected to best suit the application being studied.
After preparation, the sample drum rotation is started and sample properties are measured. After programmable intervals, the drum speed is increased by fixed intervals and changes in the sample properties are determined.
The Energy Function Graph displays the energy level of the sample powder versus drum rotation rate. This data is used to calculate energy slopes. The gray area presents the standard deviation of the energy level. Figure A shows data for a sample that behaves more erratically as the rotation speed increases while Figure B shows data for a sample that’s behavior improves.
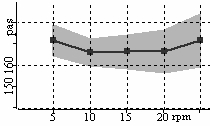
Figure A – Energy Function
Poor Sample Behavior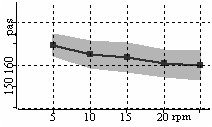
Figure B – Energy Function
Good Sample Behavior -
Packing
The Packing Analysis studies the powder’s ability to pack or settle after being exposed vibrational energy during transportation and storage.
The following are some process examples where packing and settling are important: a container that must be filled with the same amount of powder each and every time but settles to a different amount during transportation and storage or a powder that packs into a strong cake during handling and storage. An ideal powder has properties that do not change during processing, handling and storage.
Any device used to test the changes in volumetric expansion and compression must take the application problems and processing conditions into account to supply relevant data to the user. The powder in the test device must be in the same state as it is in the process being studied. This ensures that the packing analysis will be applicable to the problem.
The REVOLUTION Packing Test has three process steps: Preparation, Vibration and Analysis.
Sample Preparation
The sample powder is rotated at a chosen rotation rate and length of time to completely aerate the material. This step will allow the user establish a repeatable initial powder state before beginning the packing analysis. After the initial preparation, the RPA measures the powder volume.
Vibration
The motor in the REVOLUTION Powder Analyzer vibrates the powder for a period of time at a specified amplitude and frequency. The sample volume is monitored during the vibration and the final volume is recorded as the volume after vibration. The percentage change in volume from after prep and after vibration indicates the sample’s ability to pack during storage and transportation.

Volume during vibration
Analysis
After the volume measurement, the powder is rotated at a specified speed until the compacted powder breaks (or avalanches). The software calculates the force required to break the powder mass.

Figure A – Energy Function
Poor Sample Behavior
Figure B – Energy Function
Good Sample Behavior -
Static
Electrical Charge and Material Handling
Powders and granular materials can acquire electrical charge on the surface of their particles due to contact and movement against handling equipment and containers. They can also acquire charge due to contact and movement of particles within the material itself. This process is called tribocharging. Tribocharging is caused by electrons moving from one surface to another when different materials come in contact with each other. One material will become positive and the other will become negative. The amount of charge developed depends on the nature of the materials in contact, the pressure of the contact, the relative velocity of the contact surfaces, and the friction between the contact surfaces.
Measuring the charge acquisition properties of powders and granular materials is important because charge acquisition leads to problems and unstable behavior. Charged materials stick to processing equipment and containers. Charged materials can become airborne more easily. Charge materials flow in different ways than materials with no charge. In fact, many research believe that material electrical properties are the most important contributors to powder flow behavior.

Charge can cause powder particles to stick to one another and to equipment surfaces creating blockages and cleaning problems

Charge can cause particles to repel one another creating airborne dust and materials that are difficult to control
Flow agents and glidants can dissipate charge in a powder or prevent charge from accumulating
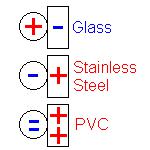
Contact materials can create or remove charge from powders and granular materials.
Using the ION Charge Module with the Revolution allows measurement of charge acquisition properties between contact surfaces and test samples while controlling velocity and contact time.
Step 1: Test sample is loaded into the sample drum and placed in the analyzer on the two rollers.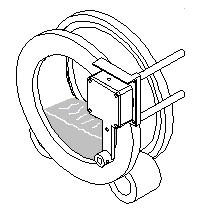
Step 2: The field meter is rotated in front of the sample drum and the initial charge on the surface of the contact plate is measured.
Step 3: The sample drum is rotated at a programmed velocity and the charge on the contact plate is measured at programmable intervals.
Step 4: The drum rotation is stopped and the field meter measures the charge dissipation.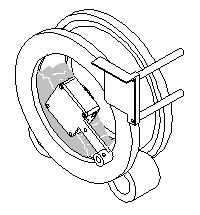
Experimental Data
Charge Versus Particle Size
SAMPLECHARGE
D50 = 4um3708 V
D50 = 8.2um3009 V
D50 = 11-15um2303 V
D50 = 16um1516 V
The data above is for a powder with different particle sizes charged with glass. Typically charge development increases as particle size decreases.
Charge Versus Moisture Content
SAMPLECHARGE
0.7% Moisture2006 V
0.9% Moisture1098 V
1.2% Moisture731 V
2.9% Moisture43 V
The data above is for a powder with different moisture content charged with glass. Typically charge development decreases as moisture content increases.
Charge Versus Flow Aid Concentration
SAMPLECHARGE
No flow aid-1260 V
0.4% Flow aid240 V
0.8% Flow aid1310 V
The data above is for a powder with different flow aid concentrations charged with polycarbonate. Typically charge development changes as flow aid content changes.
Charge Versus Surface Treatment
SAMPLECHARGE
No surface treatment-1367 V
0.05% Surface treatment1257 V
0.15% Surface treatment2007 V
The data above is for a powder with different concentrations of surface treatment liquid charged with glass.
-
Temperature
The Revolution Temperature Control option can heat samples from room temperature up to 250 degrees Celsius while running flow tests. Samples can be heated moving constantly, moving intermittently or not moving. Tests can be performed before heating and at temperature intervals.
Example Test Data
Sample 26C 110C 135C Polymer Avalanche Angle 51.8 deg Avalanche Angle 60.1 deg Avalanche Angle 68.2 deg Density 0.436 g/cm3 Density 0.379 g/cm3 Density 0.372 g/cm3 Polymer Annealed Avalanche Angle 50.5 deg Avalanche Angle 58.0 deg Avalanche Angle 63.3 deg Density 0.438 g/cm3 Density 0.390 g/cm3 Density 0.383 g/cm3 A polymer was tested at 26C, 110C, and 135C to determine flow changes with temperature between annealed and non-annealed. Increases in temperature caused the powders to flow more poorly and this resulted in a lower powder bed density. In this case the annealed material showed more flow temperature resistance than the non-annealed material.
-
Options
Each REVOLUTION Powder Analyzer includes:
- One 100mm Large Sample Drum Assembly
- One 100cc Sample Cup
- One Set of Cables
- One Revolution Powder Analyser Software Package
The Following Additional Options are available:
- Ion Static Charge Analysis Module to measure the tribo-charging properties of powders, including charge sensor assembly, polycarbonate drum sides, and de-ionizing blower
- Temperature Control Oven to heat samples to 250 degrees Celsius
- 50mm Small Sample Drum Insert with small sample cup for measuring 25 cm3 of sample.
- An additional 100mm Large Sample Drum Assembly with large sample cup.
- 100m Extra Large Sample Drum Assembly for testing granular material, sample volume 500ccs.
- Packing Analysis with Drum Locking Assembly for high vibrational energy packing test.
- Set of Drum Seals for either small, large or extra large sample drums for making sample drums air and water tight.
- IQ/OQ Certification Package which includes: IQ/OQ Procedure, IQ/OQ Certification Document and Drum Test Standard.
-
Applications
Additive Manufacturing

AM Segmentation and Humidity

Caking and Agglomeration

Granular Material
ASTM Committee
Additive Manufacturing

Static Charge

Caking
-
Specifications
Instrument size60 cm x 23 cm x 23 cm
Contact materialsGlass and aluminium
Sample size20 to 500ccs
Drum rotation rate0.1 to 200 RPM
Computer connectionUSB3, Ethernet
Operating systemWindows 7, Windows 10, Windows 11
Power requirements80-230 Volts, 3 amps
Not sure if it’s the right instrument?
No worries, send us a sample and we will test it for you
Send a sample-
Outstanding service

I have been using Meritics for a number of years and they always provide outstanding service and support.
They have a rapid response turnarounds and are very knowledgeable of the techniques and products they provide.LeanneB-375
-
Good service, very helpful
We use Meritics for the PM service and installation of all our FlowCams . Megan has been coming to our site for a number of years. She is very efficient in her work, but most of all Megan is very helpful. We have had issues with one of instruments after the install and Megan did her utmost to try and solve it while on site, even though it wasn’t solved Megan has been in contact with the supplier of the instrument to try and solve this problem for us.
SophieH-2201
-
Job done in a friendly manner
Booking engineer visits is always easy. David Lowe, Meritics engineer is always very friendly.
ThierryN
-
Service/calibration visit
Excellent service, arrived on time, polite, friendly and informative.
NathamM-270
-
5 Stars
Excellent service from an excellent company. Would recommend them to anyone.
BarryH-480
-
Good Service
David, our service engineer as usual was good at communicating and setting up the recent service appointment, he arrived on time, did the service promptly and informed me of any problems. Friendly and helpful
TomA-446
-
Superb and prompt service
I have used this company through the laboratory I work for frequently. We specialise in soil analysis, and Meritics were chosen as they have extensive knowledge of the instruments we use. We have several laser particle diffraction analysers with a service contract, and service is always very prompt and meticulous….
JamesG-2483
-
Good experience over two years
Meritics have covered the annual servicing of our Multisizer 4e instrument since we purchased it from them just over two years ago. The application scientist who performed the servicing was friendly, knowledgeable, and extremely helpful, happily answering a barrage of questions about how best to use and maintain the instrument. All my interactions with Meritics staff have been positive. I would happily recommend them.
RajG-62
-
Fully committed to customer service
Service second to none, both units serviced and all questions answers by engineer while on site.
RichardA-786
-
Highly recommend Meritics for equipment purchases and aftercare services
After owning one of our instruments for over 8 Years which was purchased from Meritics, it suffered its first breakdown. Upon contacting Meritics, I was instantly put through to an engineer who was very helpful. Upon inspection of the manual, it was decided that it would be more cost effective to have a Meritics engineer visit. The Meritics staff were very communicative and kept me up to date.
-
Excellent Service
Lovely, friendly and extremely helpful. David and his team are always on call with advise and are very easy to work with and are always happy to help.
NaomiT-64
-
Service of lab equipment
Excellent service. Friendly and professional service was provided in a timely manner to the expected standard.
NathanM-270
-
Excellent
Excellent communication. Updates given well in advance. Very polite staff and engineers.
NathanM-270
-
Multisizer 4e install at pharmaceutical company
2 people helped with the install of a Multisizer 4e. They were both very professional and friendly, answering any questions that I had. The installation was quick and the attention to good documentation practice was exceptional.
Chloel-9
-
Service of Beckman Coulter instruments
Always a pleasure to welcome the Meritics service engineer, who is knowledgeable, personable and extremely competent.
NeilT-394
-
Professional
Friendly and collaborative staff, provided a very good service.
SamK-403
-
Professional, Customer-oriented, fast service
We had issues with one of the aperture tubes provided by Meritics on a Friday afternoon, while very pressed for a review deadline. Meritics handled our inquiries very fast and professionally and helped us out by shipping us their spare tube to use in the mean time free of charge, while we waited for our new tube to arrive. Communication was very pleasant.
VeerleB
-
Very helpful and prompt
I emailed for some technical help and also to get some spares and both the engineer (David) and purchasing (Sophie) were very prompt to respond and helpful. We do have a service contract but I appreciated being able to email the engineer directly.
AlexH-474
-
Excellent Service
Used Meritics to conduct particle size distribution by laser diffraction. Service as last time, is very quick, well priced and professional.
I would highly recommend
GavinR-101
-
Excellent and Friendly Service
Always a pleasure to deal with the people at Meritics Ltd. They understand the importance of our work and the fact that our research projects have deadlines that need to be met. Consequently, problems are dealt with very quickly and professionally and they are willing to go that one step further to make sure their supply chain problems don’t become our problems. Thank you to the team for their support. It is greatly appreciated.
JanetH-255